les membranes déformation, débattement et chanfreinage

Selon le relais: Erman, Hopp, Höffle, wurlitzer, pillbox, VMT, VMC...
et selon l'obturateur
les formes, débattements et déformations des membranes ne sont pas les mêmes! exemple:
La technique de pose, pour obtenir les déformations indispensables pour le passage de l'air sont semblables mais pas identiques. la forme à donner et son amplitude? les matières? les outils de pose, etc...
La première difficulté vient du fait qu’en partant d’une membrane plane, on cherche à obtenir une calotte de sphère raccordée sur un plan. Ce qui n’est possible que par déformation au-delà du domaine élastique pour les matières peu extensibles dans la zone de la calotte, sinon la matière reprend son état d’origine plane sans déformation ce qui supprime la possibilité de battement.
Cette déformation est obtenue par un outil de pose dont les caractéristiques sont déterminées puisque l'on connait le diamètre et la profondeur de la calotte. Cet outil peut être raccordé à un aspirateur comme dans la vidéo pour faciliter son utilisation:
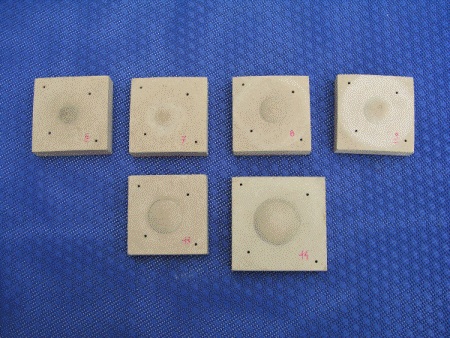
Et avec différentes formes pour les différents diamètres et hauteurs de déformation dans ce style:
Un remarquable article de Jean-Claude Augiron sur sa méthode d'intégration des VMC dans les pieds des flûtes pour un orgue 42 midi avec une technique particulière pour l'obtention de cette forme à base de sac plastique de carton et adhésif double face en utilisant une ampoule.
Nota: une trop grande amplitude de déformation va générer des plis à la base de la calotte qui sont préjudiciables à l'étanchéité de fermeture du relais en laissant la flûte chuinter. On va donc chercher à réduire l'amplitude de déformation au strict nécessaire.
quelques exemples de débattements pratiqués et mesurés au centre des vannes ou au périmètre de l'obturateur d'une soupape pour:
- Une soupape Erman; 2.5 mm de débattement mais 1.25mm de déformation et 26mm pour le diamètre de la chambre d'une boursette soit 0.1 fois le rayon .
- Une VMT; 0.75 fois le rayon d'arrivée de déformation au centre de la membrane et largeur de membrane est 2 fois le diamètre du tuyau d'alimentation.
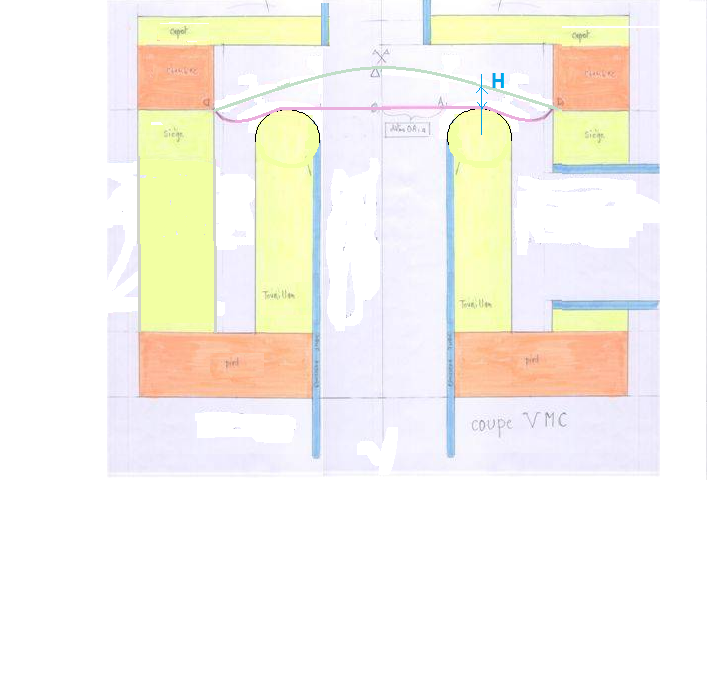
- Une VMC; 0.6 fois le rayon d'arrivée de déformation et le diamètre de la membrane 2.75 fois le diamètre du tuyau d'alimentation.
On remarque immédiatement que les vannes à membrane imposent des déformations beaucoup plus importantes que les soupapes Erman.
Une étude des déformations et débattements des membranes dans les systèmes de commande couramment utilisés dans nos orgues de barbarie permet d’envisager des améliorations pour réduire les pertes de charge et surtout de recalculer les débattements et les profils.
La section du tuyau d’alimentation d’une flûte ¶R2 en fonction du rayon R, doit rester constante tout au long du parcours et principalement dans le dispositif de commande en évitant les angles vifs. Tout changement de direction ou de profil dans le parcours doit rechercher les plus grands rayons possibles de courbure et des arrondis ou chanfreins qui réduisent les angles vifs et donc les turbulences.
Les changements de section et plus particulièrement les diminutions dans cette partie de nos systèmes de commande augmentent les pertes de charge. Les perturbations influencent aussi d’autres paramètres comme le nombre de Reynolds en passant par exemple d’un régime laminaire à un régime turbulent.
Dans une vanne à membrane concentrique sans chanfrein :
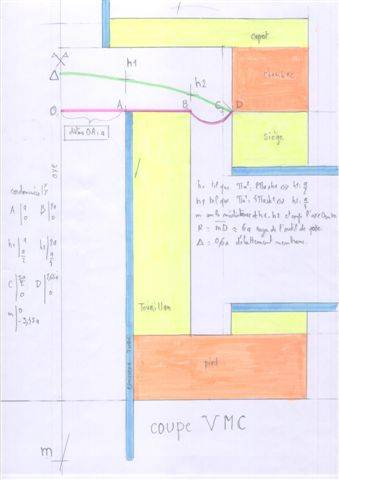
L’étude sans chanfreins a été menée dans l’article sur les VMC avec le profil dessiné ci-dessous:
d'où on peut conclure que le diamètre de chambre L=2.7R et la profondeur de déformation H = 0.6R.
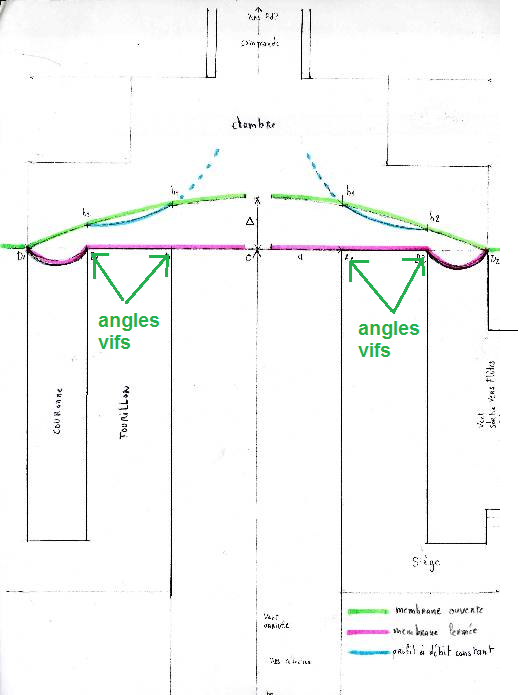
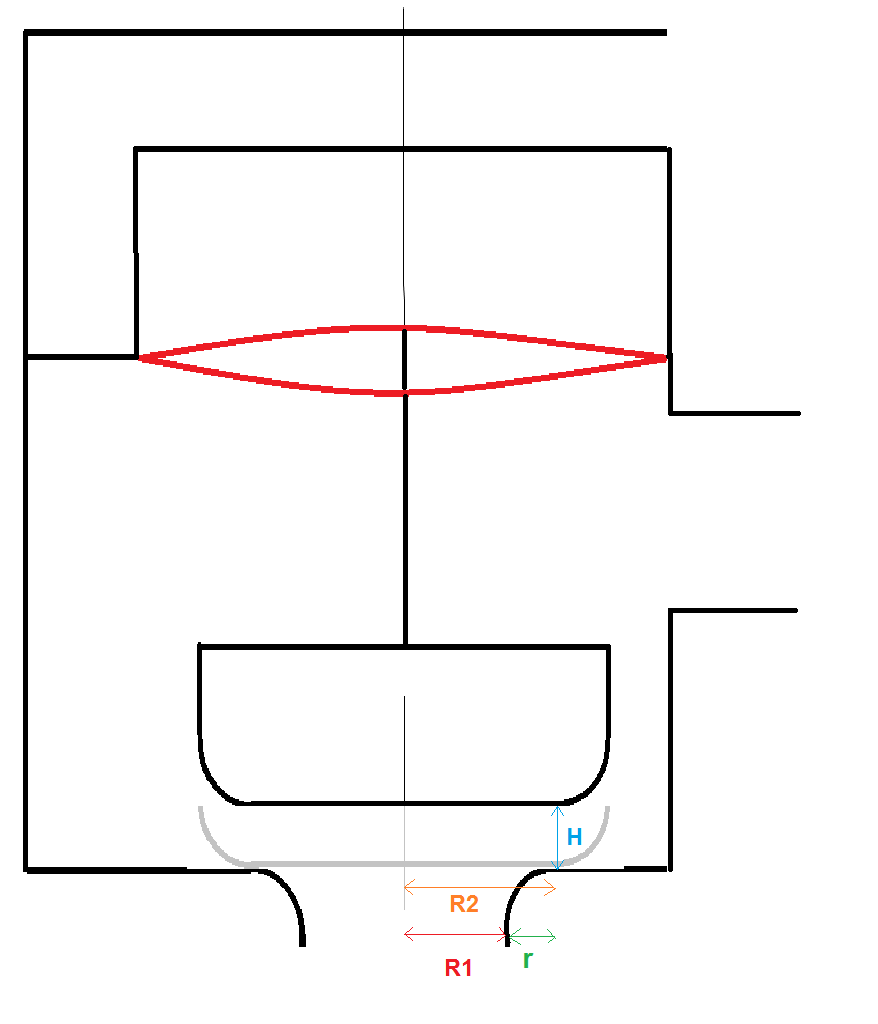
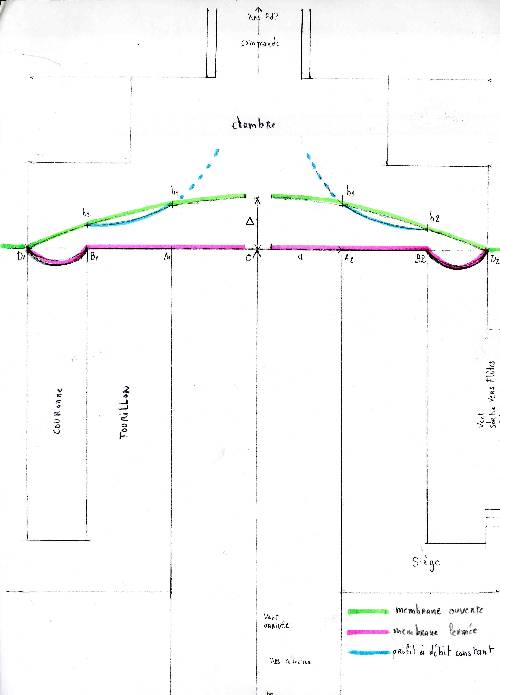
Dans une vanne à membrane concentrique avec chanfrein :
L’épaisseur du tourillon est égal au rayon du tuyau d'arrivée du vent, ce qui limite le rayon du chanfrein à la moitié. Par contre avec le chanfrein la hauteur du débattement et celle de la déformation H2 est réduite par rapport à une VMC sans chanfrein au point H1 qui tangente la courbe du débit constant en pointillés bleus.

La hauteur H1 de libre passage et la hauteur H2 du débattement sont alors les suivantes :
On a 2pi*(R1+r)*H1 = pi*R1². Soit R1= R1²/2(R1+r)= R1/4=H1 puisque r=R1 le débattement H2=0,433*R1
à comparer aux 0.6*R1 du débattement sans chanfreins.
On améliore donc la déformation qui est diminuée et les pertes de charges en réduisant les changements de sections qui sont plus progressifs donc moins turbulents.
la modification du siège pour une vanne par imprimante 3D pour tenir compte des chanfreins sur le tourillon
Par contre le principal avantage d’une VMC reste de pouvoir être intégrée individuellement dans chaque flûte.
Dans une soupape Erman sans chanfreins :

La boursette d’une soupape Erman est généralement collée sur une chambre de 26mm de diamètre. Elle a un débattement de 2.5mm ce qui nécessite une déformation en creux de 1.25 mm de profondeur car la membrane se déforme de façon symétrique de chaque coté du plan de joint.
La principale remarque, c’est que ce débattement (H de 2.5 mm) ne permet logiquement d’alimenter que jusqu’au diamètre 10mm pour le tuyau d’alimentation d’une flûte.
En effet si on considère que l’air qui arrive sur le pourtour du tuyau d’arrivée ou de départ de rayon R le périmètre 2¶R multiplié par le débattement H doit être égal à la section de l’arrivée ¶R2.donc H=R/2.
Un débattement de 2.5mm autorise un diamètre de 10 mm avec une perte de charge minimum.
Si on veut alimenter des sections plus importantes avec les soupapes Erman sans augmenter les pertes de charge il faut alors augmenter aussi le débattement pour qu’il reste égal à la moitié du rayon et donc le quart du diamètre. Ce qui n’est pas pratiqué systématiquement, actuellement à ma connaissance par les adeptes de ce type de matériel dans la construction d'un orgue 27 touches à boite à soupapes.
Il faut alors, utiliser aussi un outil de pose spécifique dont la calotte est plus haute et régler avec un débattement plus ample pour les soupapes alimentant des basses.
Bien sur, sans ces précautions, la flûte va tout de même fonctionner mais pas dans les conditions optimums. La pression de départ mesurée dans la réserve sera diminuée des pertes de charges qui elles augmentent en raison du rétrécissement au niveau du débattement alors que la section au niveau des conduits est correcte.
Tout ce qui peut contribuer à une alimentation correcte des basses ne peut qu'être bénéfique quand on prend en compte d'autres considération comme les diagrammes de Fletcher et les problèmes de calibrage des tuyaux d'alimentation des basses qui sont trop souvent sous estimés et conduisent à des basses trop faibles par rapport aux aigus.

Dans une soupape Erman avec chanfreins :
On peut facilement diminuer ces pertes de charges en supprimant les angles vifs en chanfreinant les bords avec un fraisage en quart de rond (la fraise est guidée par roulement pour affleurer les cotés). Il s’agit d’une opération supplémentaire peu courante mais qui influence aussi le calcul du débattement comme nous allons le voir dans ce qui suit.
Avec les chanfreins arrondis les soupapes demandent un débattement réduit. Pourquoi ?
Avec le chanfrein le diamètre de passage du tuyau vers la flûte se trouve agrandi dans la zone d’entrée par le chanfrein qui fonctionne alors comme un entonnoir. Le diamètre à prendre en compte est R2 =R1+r.
Où r est le rayon de l’arrondi du chanfrein et R1 le diamètre d’alimentation de la flûte, R2 le diamètre de calcul de la section de passage en fonction de H et r.
On a ¶R12 = 2*¶(R1+r)*H donc H=R12 /2(R1+r)
Exemple numérique pour R1=10mm r=4mm R2=14mm. H=0.892
Donc H est environ égal à 0.9 mm et donc la déformation est de 0.45 mm ce qui est moindre que les 1.25 pour le cas précédent ! Cependant simultanément, il est indispensable que l’obturateur recouvre et dépasse le bord de contact qui lui s'élargit.
Sinon inversement quel est le diamètre maximal avec lequel on peut alimenter avec une soupape Erman dont le débattement reste de 2.5 mm et construite avec un arrondi aux angles ?
On a : ¶R12 = 2*¶(R1+r)*H
Application numérique exemple H=2.5 r=5 donc R1 tel que R12/H= 2(R1+r) R1/2H)-r/R1-1=0 donc R1 solution de l’équation du 2° degré de R12 /2H –R1-r=0.
Application numérique : H=2.5 et r=4 on en déduit R1= 7.6 mm donc un diamètre de 13.2 mm. Une soupape Erman avec chanfreins et débattement de 2.5mm peut donc alimenter une flûte dont le diamètre d’alimentation est de 13mm. Le diamètre envisageable est d’autant plus important que le rayon du chanfrein r l’est aussi. On conserve aussi le même outil de pose dans ces conditions.
Mais il y a un autre paramètre à prendre en compte!
La limite de cette technique c’est l’équilibre entre la pression qui fait plaquer l’obturateur qui est proportionnelle à la surface de la sortie en fonction du rayon (R1+r) qui doit rester inférieure à la force de soulèvement du pilote par la boursette qui est constante et proportionnelle au diamètre de la boursette à savoir 26mm la pression étant la même de chaque coté. La différence entre les deux devant rester suffisamment importante pour avoir une vitesse de basculement suffisante pour une bonne rapidité de répétition. Cette force est proportionnelle à la différence de surface entre l'obturateur et la boursette. Des essais sur banc sont donc à mener pour mesurer ces paramètres.
Exemple numérique avec H=2.5 mm r=10mm R1=10 mm donc un diamètre de 20 mm. Mais dans ce cas la force de placage sur 20+10 mm coté obturateur dépasse les 26 mm de la boursette qui ne pourra pas l'actionner pour ouvrir le passage de l’air vers la flûte.
Et pour R1= 8.09 mm donc un diamètre de 16.2 mm avec un rayon de chanfrein de 5mm on est juste au-delà du point de basculement. On doit donc avoir R1 max= 8 mm et r max < 5 mm. Ce qui couvre largement les besoins d’un 29 touches habituel voir d’un 42 touches.
Sinon pour augmenter la force de basculement et atteindre des diamètres plus importants dans les soupapes Erman il faut aussi augmenter le diamètre de la chambre et de la boursette en conséquence pour avoir un basculement franc et et donc des répétitions plus rapides que son ombre.
C'est essentiellement pour cette raison qu'avec un diamètre de membrane identique de 26mm pour toutes les flûtes, les soupapes Erman dans leur conception actuelles, ne sont pas correctement adaptées pour l’alimentation des basses et sont même nettement insuffisantes.

Ces considérations démontrent que l'on peut limiter les pertes de charge mais surtout réduire l'amplitude de débattement. Car les soupapes ne sont pas les seules à influencer les pertes de charge entre la réserve et la flûte car une partie provient des coudes et de la longueur des gravures ou tuyaux comme l'illustre le diagramme de principe proposé par Bernard Baudoin dans le diagramme suivant:
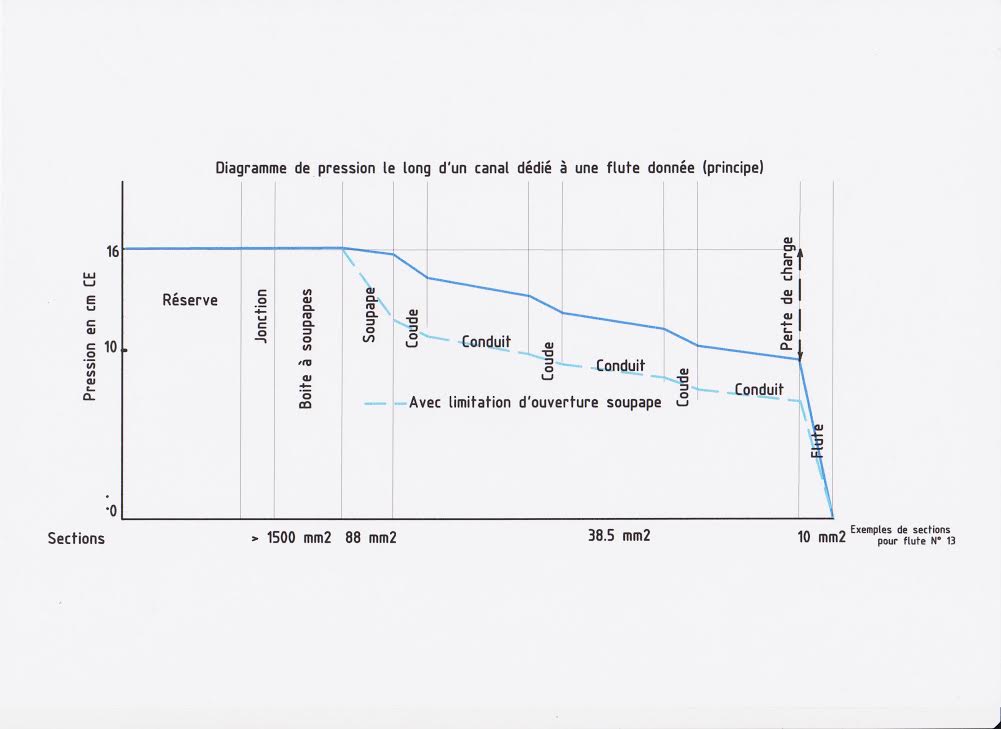
Cette notion est à compléter avec l'article sur les pertes de charge de Bernard Baudouin.
L'intérêt majeur de ces explications pour les vannes à membrane reste donc la réduction de l'amplitude de déformation qui permet le passage optimum du débit calculé, et pour les soupapes Erman une méthode simple pour avoir des basses correctement alimentées.
Notre pratique de construction nous amène à conclure que plus la vanne ou la soupape est proche de la flûte meilleure est la réponse aux répétitions de l'ensemble flûte et relais. Les pertes de charges peuvent alors être considérablement réduites si le conduit et les coudes entre la réserve et le relais sont eux, légèrement surdimensionnés et conçus sans angles vifs.
Cette technique trouve également une application dans la mise en œuvre des voix célestes avec les vannes à membranes à double corps pour alimenter 1 ou 2 flutes avec un seule vanne et une même pression.
Pour ceux qui peinent à comprendre ces démonstrations mathématiques rébarbatives et pour simplifier, le coté surprenant de cette technique d'utilisation des chanfreins, c'est qu'elle démontre qu'en pratiquant les chanfreins et en réduisant le débattement de la membrane, on peut obtenir un débit plus important! Ce qui est contraire à l'intuition mais bien réel et utile.
étonnant non?
Pour les VMT les chanfreins sont plus difficiles à mettre en œuvre et les calculs de débit beaucoup plus difficiles à expliciter aussi. Les améliorations sur le débattements sont par contre elles aussi significatives. Donc cette étude est pour l'instant remise à plus tard, mais pas abandonnée.
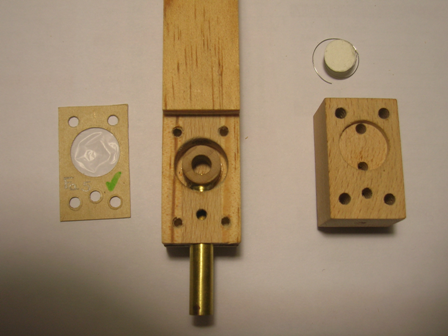
Dans les VMC la technique pour appliquer et fabriquer des VMC avec chanfreins la solution la plus accessible au plus grand nombre sans outillage très spécialisé actuellement est la technique qui utilise la méthode dite des tourillons.

qui sont facilement mis au profil sur les bords à arrondir par passage au tour avec un outil de tournage spécifique pour profiler des anneaux ou un outil de tour ordinaire en décrivant l'arc de cercle à main levée:
Mais la technique la plus pratique sera certainement un jour, l'utilisation d'une imprimante 3D quand nous en seront tous équipés.

{kind=link}
Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 353 autres membres