ma seconde CNC plus cher, plus rigide, plus précise, plus utile
![fichier] Gravure GAZ (Jo Bar Team) - Page 2](https://i.servimg.com/u/f18/18/52/81/93/tm/00210.jpg)
Suite à l'article sur ma première CNC à bas prix j'ai appris à utiliser les CNC, donc aussi les graveuses, et je pense aussi avoir progresser dans les connaissances pour une future imprimante 3D en projet.
Je suis aussi déjà équipé d'une perforatrice laser pour produire des cartons d'orgue de barbarie en 130 mm du même type que Pierre Pénard dit PP. Elle sert essentiellement à produire les cartons d'essais.
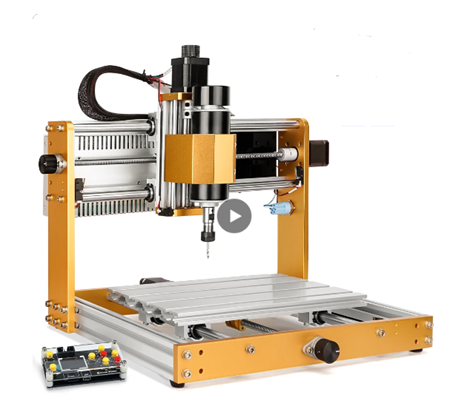
Ma première CNC ne donne pas pleinement satisfaction pour usiner mes flutes de pan en Corian. Du coup je me suis commandé une autre machine qui a une même surface de travail mais une meilleure rigidité et surtout un moteur plus puissant une CNC 3018 pro max. Elle est très proche en apparence, mais doit corriger les défauts de cette première expérience.
Mon pantographe fonctionne également correctement, mais il provoque encore quelques fois des rebuts à cause de jeux dans les articulations qui conduisent à des cloisons trop fines.
Le 1er mars 2024 je repère une promotion sur amazone pour la CNC 3018 pro max à 349 € surtout livraison gratuite comprise avec l'option boitier "off line" compris.
Son prix est le double de ma première 3018 de base!
Cette promotion n'est plus active.
Depuis on peut trouver nettement moins cher, si on passe par un site chinois type Temu ou Aliexpress lorsqu'ils font aussi un prix livraison comprise, soit 167.39 € au jour de parution de cet article.
Il faut la compléter avec l’adaptateur d’aspiration en 52 mm de diamètre et un jeu de collet ER 11 avec 15 pièces, si c'est votre première CNC.
Donc le prix de revient du total de 287,77 € à comparer au prix de revient total de ma première expérience avec son total de 238,69 € avec les accessoires équivalents aux conditions au moment de la parution de l'article.
Les dénominations des sites chinois sont volontairement confuses et variables les différentes versions cachent des différences techniques qui portent sur les puissances des moteurs par exemple Nema 17 ou 23, ou le moteur de fraiseuse type 200 W ou 500 W, on doit aussi vérifier les diamètres des vis en 8, 10 ou 12 mm de diamètre, et même vérifier si le boitier "off line" est bien compris dans la commande.
Les images ne sont pas toujours conformes au texte, donc à la livraison et il est très compliqué de comprendre ou de se faire comprendre en chinois même approximativement traduit en anglais ou dans un français traduit du second niveau avec des expressions techniques traduites littéralement en langage imagé courant.
De plus les "retours gratuits" ne sont jamais simples, ni réellement gratuits!
Il est alors souvent trop tard pour s'en apercevoir et comme c'est vous qui avez fait l'erreur, la livraison est bien conforme à la commande il alors très difficile d'invoquer une raison pour un retour. Donc il faut faire très attention au moment de choisir et surtout tout vérifier avant de payer.
Amazone est souvent un petit peu plus cher que les sites chinois, mais son descriptif toujours plus clair et en français, avec des garanties de retour plus claires, quoique elles aussi pas toujours tout à fait gratuites.
La livraison gratuite a été programmée pour le mardi 5 mars.
la machine arrive presque montée! En effet il y a en gros le châssis Y et le support des chariots X et Z qu'il faut assembler en premier. Il reste alors l'ensemble des câbles à brancher et ranger.
Reçu à l'heure et montée plus facilement que rapidement, il me reste des "bidules" en trop et un paquet de nouilles et des accessoires dont je ne sais pas encore quoi faire, mais je me doute que ça sert à ranger les fils qui demandent à être regroupés et fixés.
Les principales améliorations:
- Les interrupteurs de fin de courses sont fournis et montés avec des câbles mieux rangés. Ils sont disposés de façon à ne pas réduire les courses des moteurs un très net inconvénient de ma première CNC.
- Un autre avantage la présence des 3 molettes de Manœuvre pour déplacer la dalle qui étaient absents, surtout sur l'axe Z ou il était impossible d'en mettre un en place.
- Elle a un bouton d'arrêt d'urgence.
- Enfin tous les câbles sont déjà repérés par des étiquettes et équipés de détrompeurs.
Cette machine ne vibre pas, et je peux me dispenser des amortisseurs en silicone que j'avais mis sous les pieds de ma première machine.
- Surtout le chariot et son moteur de l'axe Z est beaucoup plus puissant tout en étant plus rigide avec un déplacement plus grand!
- Le montage ( en vidéo) est beaucoup simplifié du fait que l'ensemble est livré préassemblée le plateau d'une part et la console d'autre part. Les 6 interrupteurs de fin de course sont parfaitement positionnés, c'était la plus grosse galère sur ma première CNC.
Le résultat est de loin beaucoup plus lourd, rigide et performant.
Le moteur de 500 W est enfin assez puissant pour usiner plus de matières et même certains métaux, ma première CNC était trop faible avec son moteur de 200 W.
Le support sur l'axe Z sur rails, plus rigide et son débattement de 60 mm au lieu de 50 supprime l'inconvénient des jeux rédhibitoires en découpe.
On n'est plus dans la catégorie du jouet d'initiation, mais plutôt dans la catégorie outil d'amateur, mais à prix abordable.
Par contre les accessoires de la première CNC sont communs et sont déjà disponibles.
Je teste la machine avec le boitier "off line", en gros, ça marche.
Confiant sur le fait que les drivers et Candle sont déjà présents sur mon ordinateur portable pour la première CNC j'alimente la pro max, je l'allume, je branche le cordon USB, je débranche le cordon du off line, je réinitialise la carte et j'ouvre Candle.
Là rien ne se passe encore une fois je suis bloqué sans comprendre pourquoi!
La machine n'est pas reconnue et le message d'erreur m'indique un problème de port com.
Je cherche un peu partout sur les forums, les vidéos, Google, etc... rien de probant tout ça pendant 2 jours quand même.
Je relis mon article qui est censé expliquer à un débutant et reprends mot à mot toute ma procédure déjà expliquée en détail.
Et je trouve un détail!
Le piège était de penser qu'à priori le port com restait le même car en allant voir comment était branchée la pro max (comme dit dans l'article) je découvre dans les paramètres système de windows 11 qu'elle est en fait branchée sur le même port USB mais en com 4 et non en com 3 comme ma première CNC, un pur détail saugrenu qui devient bloquant.
Je retourne dans Candle et modifie le paramètre com 3 en com 4 et miracle!!
Candle affiche enfin le fameux "Idle", ce qui se traduit par "en attente".
J'avais envisagé à un moment, de renvoyer la machine.
Mais par la suite je butte de nouveau sur ce blocage dans Candle alors que le port com est modifié et que l'ordinateur et la CNC ont été mis sont sous tension avec le cordon déjà branché!?
je change à nouveau le port com et rien.
je tente toute sortes de manipulations puis soudain le fameux "idle" réapparait, je venais de débrancher et rebrancher le cordon USB .
Encore une astuce à connaitre et retenir, si le cordon est en place et que l'on allume l'ordinateur et la CNC il faut débrancher et rebrancher le cordon pour les faire communiquer.
Arrivé enfin à ce point, je dois refaire toutes la série de paramétrages et calibrations de cette machine comme pour la partie fraiseuse de ma première CNC.
Je dois aussi faire sa planche martyre et la surfacer. Je monte une fraise de 16mm à queue de 6 .
Je lance manuellement le moteur et lui fait parcourir la surface de la planche martyre avec les flèches en X et Y du logiciel et surtout pas avec les molettes des moteurs, en évitant soigneusement les pinces de serrage qui peuvent entrer en conflit avec l'outil. Puis je change les positions des pinces et termine les parties non fraisées.
Je ne suis pas encore certain de savoir programmer un parcours automatique pour le faire faire par la CNC elle même avec un parcours en G-code et surtout mes difficultés concernant les points de homing, origine pièce ou machine, origine programme, positions sauvegardées, etc...
Le surfaçage fait l'objet de nombreuses vidéos montrant des méthodes qui demandent une exécution par la CNC elle-même avec un temps d'exécution variant de 4 minutes à plus d'une heure.
Je peux aussi me limiter à surfacer la zone de mes pièces de 150*50 millimètres plus une marge de sécurité de 20 mm provisoirement.
Les méthodes de fixation des pièces à usiner, aussi, montrent des variantes avec des conseils quelques fois contradictoires sur les choix recommandés ou déconseillés suivant les points de vue et les motifs pratiques ou de coûts d'achat, mon cas est particulier, je décide de trouver ma méthode tout seul.
Mes accessoires en stock me permettent de fixer ensuite séparément puis conjointement la dalle et une pièce à usiner.
C'est une question de longueur de vis relativement à la hauteur du chariot du support en Z, il faut donc différents type de fixation.
Je découvre que l'on peut même graver des pièces qui ne sont pas plates mais de forme galbées en suivant la forme avec une méthode particulière qui doit d'abord palper toute la surface en pratiquant la méthode de la vidéo de Smhozy.
Cette méthode autorise la suppression de la planche martyr en palpant directement la dalle aluminium ou un objet en relief, à condition de savoir le faire, ce qui n'est déjà pas si simple.
Depuis j'ai trouvé une vidéo mieux détaillée sur ces sujets mais comme d'habitude en anglais à traduire, mais je la trouve bien plus claire, concrète et complète même si elle concerne une machine encore plus complexe que la mienne avec quelques possibilités supplémentaires.
La difficulté peut aussi se trouver dans le choix des machines dont les dénominations peuvent être volontairement ambiguës. La solution peut être dans une définition manuelle (autre que par le nom) à condition de connaitre les possibilités technique de votre machine.
Mais je peux aussi modifier les configurations pour utiliser un laser quand je vais y monter le laser 30 W de la perfo type PP, qui a été remplacé par un 40 W avec lequel je peux aussi bien faire de la gravure que de la découpe laser.
Je vais certainement en équiper la première CNC qui, en laser ne doit pas rencontrer les problèmes de jeux trop importants qu'elle présentait en gravure avec la fraiseuse.
Pour compléter cette première machine configurée en gravure et découpe laser il faudra:
un plateau en nid d’abeille, pour absorber la chaleur sous la pièce et une pompe à air pour ventiler le faisceau laser.
Il faut aussi choisir et apprendre à utiliser un logiciel de gravure et de découpe.
Connaitre et savoir modifier les paramètres dans le GRBL.
Le détail des codes pour paramétrer en GRBL avec le détail des codes d'erreurs.
Il faut paramétrer la machine dans Easel et/ou Candle.
Apprendre à faire le homming en X, Y et surtout en Z avec ou sans "prob" (le palpeur).
Un détail important, ma période d'essais de Easel pro est passée donc je ne peux plus utiliser certaines commandes. Il faut apprendre à utiliser Easel gratuit uniquement en cliquant sur le lien précédent.
Celle qui m'a le mieux expliqué le point d'origine, le "homing" pour les initiés dont il faut sauter la moitié pour commencer à 6 minutes 40 secondes pour connaitre simplement les commandes à rentrer.
En effet quelqu'un qui sait comment faire des caches en plastique à l'imprimante 3D n'a plus besoin de cours pour la CNC, ou lancez vous dans l'imprimante 3D avant d'apprendre à utiliser votre CNC.
Le point origine est le point pour X=0 et Y=0. On peut le fixer approximativement manuellement mais il est bien préférable de le faire automatiquement en utilisant des interrupteurs.
En gros après 11 minutes 45 secondes inutiles juste pour dire qu'il faut rentrer les commandes suivantes:
$$
puis, $21=1
puis, $22=1
et éventuellement
$23=3 si on veut changer de point de vue
Par contre ensuite il y a les commandes à rentrer pour configurer le Z probe:
G91G21G38.2Z-50F100;G92Z19.15;G0Z5M30
C'est la partie qui m'a pris le plus de temps avec de nombreux essais et confusions sur les réglages relatifs entre les notions trop compliquées avec le soft homing et le hard homing, les possibilités et conventions pour les différentes positions d'origines machines et positions de homing, origine pièces, origine programme, positions sauvegardées, etc...
Des conventions indispensables à connaitre et maitriser pour éviter des confusions et de fausses interprétations. Le problème c'est que parfois elles sont données en anglais et parfois en français et que même nos "makers" favoris les mélangent allègrement. C'est une source de confusion importante alors que l'on n'est pas encore formé soi-même ou que l'on a perdu leur sens exact.
Faire le tracé de votre projet dans votre logiciel de gravure, le stocker en mémoire, le transférer sur la carte du "off line" ou votre ordinateur, pour enfin tenter de produire votre première pièce.
Pour rappel:
Le boitier Offline qui rend la CNC autonome et donc indépendante de l'ordinateur et son cordon qui ne sert que vers la carte et qui doit être débranché quand on veut relier la CNC à l'ordinateur avec l'autre cordon, le cordon USB.
Ma vidéo de démonstration du boitier de ma première CNC
Le guide de Ben maker
La photo du boitier de ma seconde CNC:

On remarque quelques différences avec le boitier off line de ma première CNC comme le port TF Card dont j'ignore l'utilité.
Sinon le faire avec l'ordinateur sous un programme comme Easel ou Candle.
Dans mon cas ma première flute de pan à 31 touches pour un stagiaire dont la régularité d'épaisseur des cloisons sera nettement meilleure par rapport au résultat des flutes de pan obtenues par le pantographe ou la première CNC.
La décision de faire systématiquement les flutes de pan en 31 canaux vient du retour d'expérience du dernier stage.
Les stagiaires vont faire dorénavant l'orgue 29 touches modèle 2024 enseigné pendant les stage depuis juin 2024.
Il est évidement compatible 27, mais possède deux canaux supplémentaires pour prévoir de jouer ave le "pseudo standard 29" le plus couramment adopté par les amateurs (une flute basse sur le 0 et une de montre sur le 28 de la flute de pan) et les deux canaux d'extrémités seront dans le vide (le 30 et 31), en attente de futurs projets comme des percussions ou des automates, si vous décidez un jour d'en ajouter.

à comparer à une flute de pan 29 touches du pantographe:

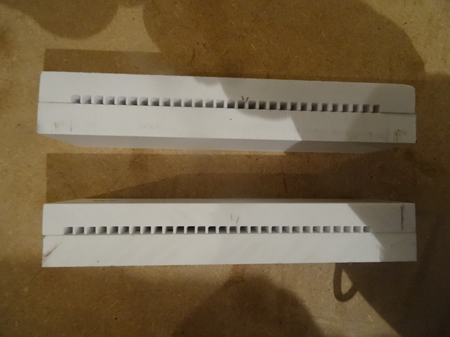
Leurs cloisons ont parfois une épaisseur top faible qui peut conduire à des cassures qui les rendent inutilisables.
Bien sur cette CNC servira à d'autres utilisations pour l'orgue et pour mes casse-tête autant en fraiseuse qu'en gravure, découpe ou sculpture, qu'en laser pour gravure ou découpe. Tout un programme et de futurs articles!
La moralité de cette histoire c'est que pour se lancer dans l'aventure de la CNC il faut comme dans l'histoire de l'œuf et la poule avoir déjà une CNC pour commencer et au moins savoir déjà s'en servir avant même d'avoir essayé comme je viens de vous le démontrer.


Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 353 autres membres