calcul de la vitesse de rotation d'une perceuse (sur colonne), choix et affutage des forets

Jusque récemment, comme la plupart des passionnés du bois j'utilisais une perceuse sur colonne avec un changement de vitesse par poulies et courroies.
En fait en raison des difficultés d'accès en hauteur et du risque de se pincer les doigts, la vitesse en place sélectionnée était une vitesse moyenne jamais changée.
Une méthode réputée pour user plus rapidement les forêts, plus agressive pour l'affutage et source d'échauffement. On croit être alors trop rapide pour les gros forêts et trop lent pour les petits. Ces perceuses ont généralement une gamme de vitesse de 300 à 3000 tours/minute.

Même si les perceuses à courroies permettent d'atteindre des vitesses supérieures en jouant sur les poulies ou en croisant les courroies (qu'il faut alors rallonger) autrement que prévu dans le descriptif.
Il reste que le changement de poulies et des courroies est une galère surtout en hauteur pour une perceuse trop lourde à descendre à chaque fois ou en les changeant en équilibre sur un escabeau.
Le but de l'article est de démontrer que les perceuses à variateur, elles, ne sont pas plus adaptées au travail du bois!
Nos fournisseurs ne prennent même pas nos besoins en compte et nous n'en sommes pas conscients.
Je me suis donc équipé d'une perceuse à variateur en pensant simplifier ce problème.
Loin de moi l'idée de donner un cours complet sur le perçage mais plutôt transmettre une conclusion simple:
Les outils proposés par les fabricants sont essentiellement des outils d'usinage du métal et inadaptés pour le travail du bois, même chez nos fournisseurs spécialisés habituels pour le bois.
Le but de cet article n'est pas de donner le mode de calcul des vitesses de rotation d'une perceuse en fonction du matériau et des outils même si la réponse est tout de même dans l'article!
Ceci demande à connaitre ou calculer:
la nature du matériau
la nature de l'outil coupant
l'état d'affutage
la vitesse de coupe
le diamètre d'outil
la vitesse d'avancement (en plus il ne faut pas confondre les mm/tour fonction du nombre de dents, et les mm/mn, un véritable casse-tête et une source de confusions)
l'effort de coupe
le copeau et son dégagement
la chaleur dégagée sur l'outil
l'angle de coupe et de dépouille etc... Toute une véritable science de l’usinage sur laquelle il n'est pas inutile de se pencher mais cela sera pour plus tard!
En m'équipant d'une perceuse à variateur je pensais être enfin capable de résoudre la partie la plus simple du problème adapter la vitesse de rotation en fonction de l'outil et la nature du matériau.
Le plus amusant c'est que j'utilise déjà des perceuses à main équipées d'un variateur mais sans affichage, comme la Dremel pour les forets de petit diamètre!
C'est alors que je me penche sur ce problème de vitesse de rotation. Quelle déception lorsque, en voulant calculer les vitesses à afficher sur le cadran numérique en tournant simplement le bouton de variation, j'ai la surprise de constater que ma nouvelle perceuse à colonne et variateur est incapable de me fournir les vitesses pour les diamètres les plus courants et donc les plus utilisés dans mon activité.
En effet 95% de mes perçages ont des diamètres entre 3 et 8 mm dans du bois et quelques fois dans du laiton.
En effet je constate un peu tard, dans les catalogues des machines du commerce, tant pour celles à courroie que celles à variateur, qu'avec des vitesses entre 300 et 3000 t/minute et souvent moins, ça ne correspond toujours pas du tout à mes besoins de travaux, en effet:
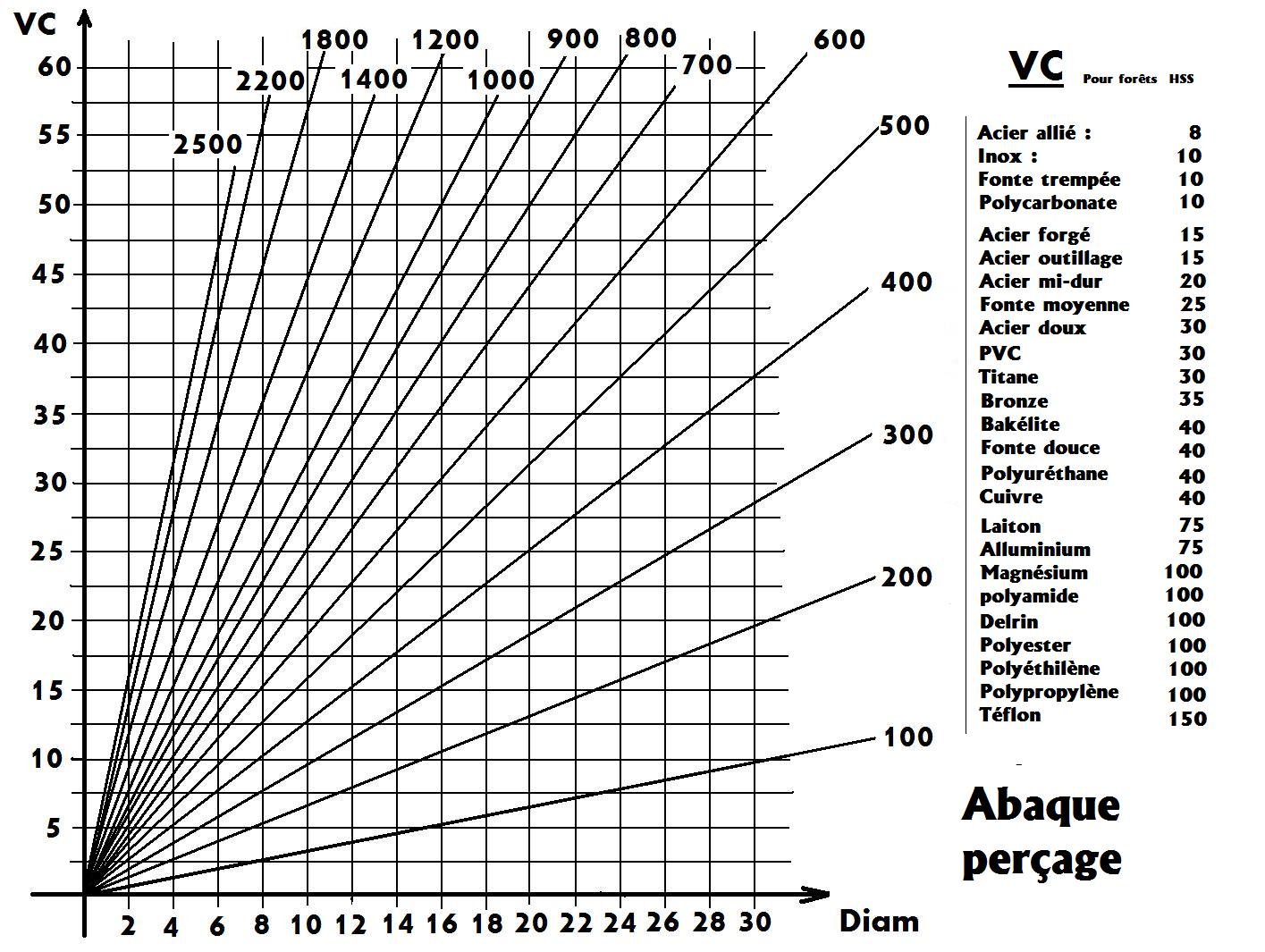
La relation entre vitesse de coupe, diamètre d'outil et vitesse de rotation est une règle apparemment simple, il suffit de connaitre deux des paramètres pour déduire le troisième..
N: est le nombre de tours par minute
Vc: est la vitesse de coupe en mètre par minute
D: est le diamètre de l'outil en millimètre,
pi=3,14159 nombre sans dimension
N= (1000 x Vc ) / pi x D
Attention à l'homogénéité de la formule en minute et non en seconde
Mais comme il y a des paramètres fixes, des variables avec des valeurs en mètre par minute ou mètre par seconde, de tours par minute ou tours par seconde des histoires de conversions de l'une vers l'autre, tout en devant vérifier l'homogénéité de la formule, etc... il y a toutes les chances pour se tromper quelque part dès que l'on passe par le calcul, pour moi y compris, mais aussi pour les lecteurs qui cherchent la petite bête sans comprendre le sens de cet article (voir les commentaires en fin d'article).
Faites des calculs par vous même et vérifiez l'homogénéité de vos résultats.
Pour éviter ces erreurs il existe une autre méthode: l'utilisation de tableaux précalculés.
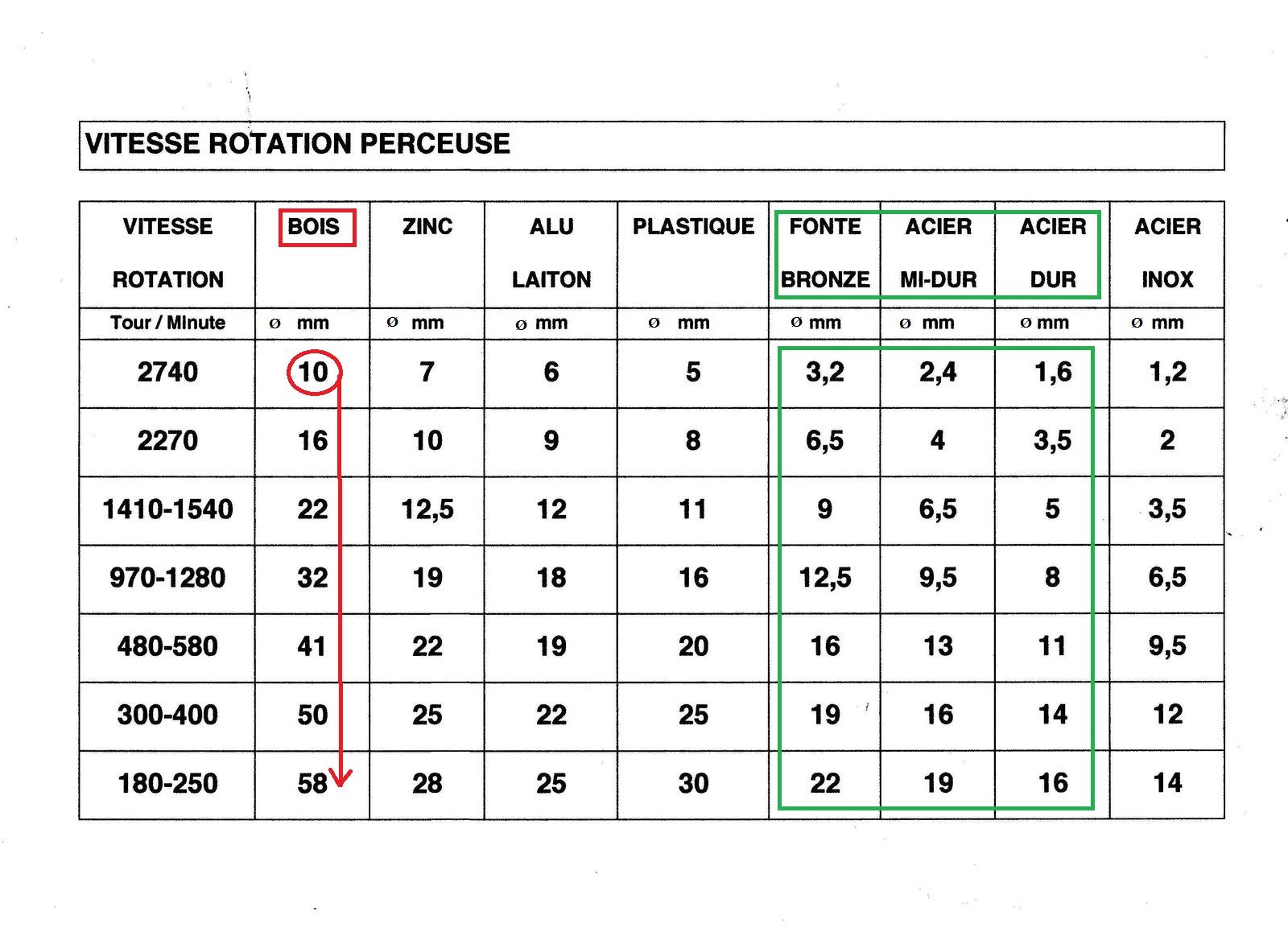
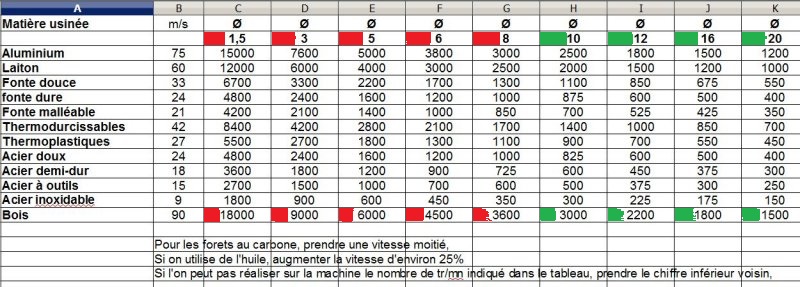
Quelques exemples de tableaux ou abaques que l'on peut afficher dans l'atelier près de la perceuse:
cliquez sur l'image pour agrandir
cliquez sur l'image pour agrandir
cliquez sur l'image pour agrandir
Les vitesses de coupes recommandées pour le bois en mètre par seconde:
Bois tendres: fraises HSS de 50 à 70 m/s
Bois dur : fraises HSS de 40 à 50 m/s
Comme on peut le constater, dans le bois, une vitesse maximale de 3000 tours /minute ne permet de travailler avec certitude et dans de bonnes conditions qu'à partir du diamètre 10mmm et au dessus.
Une autre façon de se vérifier si l'ordinateur ou votre portable est en fonctionnement utilisez cette page internet qui met un petit calculateur à votre disposition en choisissant les paramètres adéquates.
Les machines du commerce sont donc inadaptées pour atteindre les vitesses recommandées pour le bois avec des forets entre entre 3 et 10mm de diamètre. Une perceuse sur colonne spécifique au travail du bois devrait plutôt tourner entre 900 et 9000 t/m pour travailler avec des forets entre 3 et 33 mm de diamètre (ce qui n'est jamais proposé actuellement pour les amateurs).
D'ailleurs les perçages avec des forets entre 1 et 3 mm qui eux exigent des vitesses supérieures à 10 000 t/m ne sont accessibles qu'avec un autre type de perceuse du type Dremel, elles aussi équipées de variateur (qui n'ont pas d'affichage de la vitesse).

La conclusion pour nos machines à poulies ce n'est pas la vitesse moyenne qu'il faut laisser en permanence pour le travail du bois, mais la vitesse maximum. Le variateur comme le changement de poulies de la courroie ne sera utile que pour le travail du métal!
De plus pour le travail du bois inutile de s'équiper d'une machine avec variateur plus cher, puisqu'on va la laisser aussi à la vitesse maximum, autant conserver sa vielle machine à courroies.
J'utilise mes perceuses pour le travail du bois autant que celui du métal dans mes activités qui vont de:
la construction d’automates traditionnels,
à celle de fabrication d’orgue de barbarie,
et de casse-tête,
ou encore n'importe quoi de curieux, quand il me reste du temps.
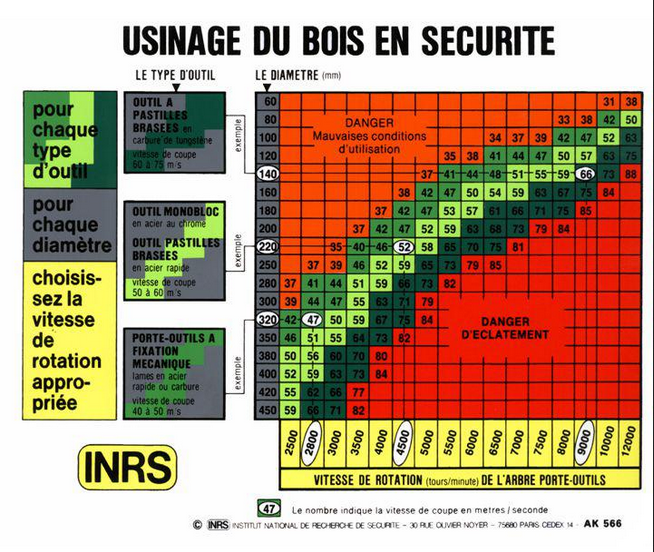
Par contre pour la toupie le problème est encore plus complexe. Il existe des documents comme celui-ci, qui demandent encore plus de connaissances et une compréhension du vocabulaire spécialisé.
Mais justement dans ce cas l'outillage est conçu pour le travail du bois.
Le plus surprenant dans l'utilisation de cette machine, quitte à tricher sur les vitesses de rotation, il vaut mieux travailler avec une vitesse trop rapide plutôt que trop lente pour notre sécurité.
Une recommandation de Gérard Nourigat mon formateur chez les passionnés du bois d'ile de France qui avait une grande expérience.
Petit complément sur les forets:
D'ailleurs entre nous si l'on est honnête nous n'hésitons généralement pas à utiliser les forêts pour métal pour travailler dans le bois tout simplement parce que ces forêts sont plus faciles à réaffuter que les forêts à bois.
Ceci a d'autres conséquences en particulier sur le diamètre final dans le matériau en raison du dégagement des copeaux dans les gouges hélicoïdales des forets; si on perce du bois avec un foret pour métal, le diamètre final du trou sera légèrement plus petit qu'avec un foret bois à trois pointes.
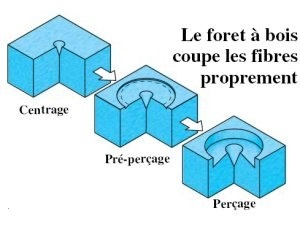
Les forets à bois avec leurs trois pointes donnent de meilleurs résultats et aussi un meilleur centrage et guidage. Leur inconvénient, la difficulté voire l'impossibilité pour un amateur de réaffuter.

On a aussi des différences sur les éclats en entrée et sortie des perçage avec les forets pour métal qui imposent la mise en place de martyres.
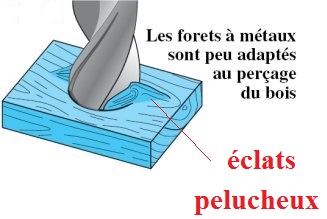
Les forets pour métal sont plus facilement déviés par les veines du bois et sont donc plus sensibles aux déviations. Ils provoquent systématiquement des éclats pelucheux par arrachement à l'entrée lorsque l'outil de coupe attaque les veines perpendiculairement au fil et surtout à la sortie, d'où la nécessité de placer des martyrs.
D'ailleurs il y a une curiosité si on réfléchit bien, au centre d'un foret métal en rotation la vitesse est nulle, alors comment peut-il faire un trou en arrachant du bois?
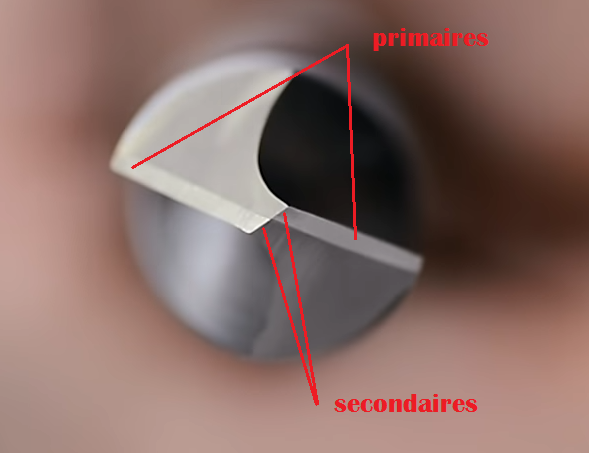
C'est pour cette raison qu'il est facilement dévié par les veines du bois et que l'affutage avec une Tormek et surtout son outil spéciale pour affutage conduit à un affutage à 4 facettes.
Les forets bois avec pointe centrale évitent cet écueil et sont moins facilement déviés.
Dans du bois, sans martyre avec un foret à 3 pointes on va déboucher en sortie avec une rondelle autour de la pointe centrale sans les éclats plus larges que le trou à la sortie.
Avec un foret pour métal dans le bois, sans martyre à la sortie, on a un éclat plus grand que le diamètre du trou. Il faut alors réparer pour cacher les défauts.
Avec un foret pour métal dans du métal, sans martyre à la sortie, on a une bavure à poncer, et il faut éviter l'accident.
Avec une plaque en métal, méfiance! On ne la tient jamais à la main mais toujours dans un étau avec la main le plus loin possible des bords extrêmes de la plaque.
L'accident le plus fréquent avec une plaque de métal mince tenue à la main est le blocage du foret au moment de la sortie du foret sur la face arrière de la plaque, le foret mord la bavure et se bloque, soit le foret casse, soit la tôle se met à tourner avec le foret, elle tourne avec et vous échappe des mains!
C'est la coupure profonde assurée dans le pouce ou la main, on a pas le temps pour avoir le reflex de la retirer.
Pour vouloir gagner un peu de temps à l'atelier on va en perdre beaucoup à l'hôpital, expérience vécue.
Le principe pour éviter cet accident est simple placer la plaque entre deux martyres en bois, un de chaque coté et serrer le tout à la fois, entre eux et l'ensemble dans un étau fixé sur le plateau de la perceuse. En plus cela diminue aussi les bavures d'entrée et de sortie.
Par contre on se retrouve alors dans une situation sécuritaire mais avec un autre problème: comment retrouver le centre pour le foret alors que le traçage est caché par les martyres. Du coup en général je ne place que celui de sortie.
Il y a bien une solution pour placer les deux martyres: On fixe dans l'étau la plaque avec celui du dessous, on centre le foret, puis on fixe une deuxième plaque sans déplacer le premier serrage. Il faut plusieurs type d'outils de serrage selon la situation.. Il faut donc réfléchir et perdre un peu de temps pour ne pas en perdre beaucoup à l'hôpital après l'accident, ou risquer de perdre un doigt tout de suite.


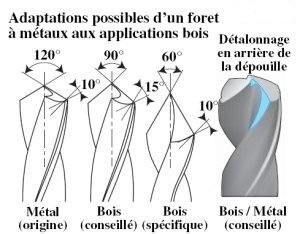
Si l'on arrive toujours à percer avec ces forets et nos vitesses insuffisantes dans le bois, c'est parce que l'on travaille avec des efforts de coupes et des vitesses d'avancement adaptées indirectement avec l'effort de pression sensitif sur le levier de nos perceuse. On peut aussi adapter l'affutage d'un foret métal pour le bois en diminuant l'angle des lèvres de 120° à 90) et même 60°, mais alors ces forets ne peuvent plus être utilisé dans le métal:
Une vidéo sur l’affutage des forets à bois ou un topo pour les différentes mèches: plate, cuillère, Forstner, à simple ou à double spirale, pour charpentier, à queue de cochon, et qui comprend spécialement la technique pour les mèches à 3 pointes, etc...
On comprend donc qu'un complément indispensable sera l'acquisition des connaissances sur l'affutage et l'outillage spécifique indispensable à chaque cas d'outil coupant.
Par contre pour ce qui concerne les forets pour le métal il faut savoir qu'il existe des forets spéciaux pour les aciers durs comme les forets au cobalt.
Mais pour percer de l'acier trempé comme celui des ressorts il existe une astuce en affutant un foret à béton selon cette technique en vidéo.
Mais comme toujours les questions tournent autour des conditions d'utilisation:
tourner plus ou moins vite? lubrifier ou non? et avec quel lubrifiant? quelle vitesse en fonction de la dureté?
et comme d'habitude la réponse c'est ça dépend du cas...
Une erreur typique du débutant, ils traversent directement sans précautions et avec n'importe quel type de foret dans toute matière sans martyre et surtout sans débourrer les copeaux qui ne s'évacuent pas et font chauffer le foret tout en agrandissant le diamètre de perçage.
Il faut ressortir fréquemment le foret pour évacuer les copeaux avant le bourrage.
A propos de la sécurité dans l’atelier cela concerne aussi d'autres machines comme les scies circulaires équipées d'un système qui empêche de se couper!
Le plus étonnant c'est que Bosch une entreprise européenne commercialise aux US et au canada une scie qui peut vous éviter l'accident c'est la Reaxx mais soit disant pour des questions de normes ou de brevets ils s'interdisent de la commercialiser en Europe! Une vidéo de démonstration. Un comble non?
Aux US un consommateur a gagné un procès avec plusieurs millions de $ d'indemnités contre un fournisseur pour s'être coupé un doigt avec un simple argument: parce qu'on ne lui avait pas proposé ce matériel. En Europe les consommateurs n'ont qu'un droit celui de payer...
Notre sécurité n'est pas une priorité puisque l'on nous interdit de nous procurer le matériel qui nous protège d'un accident pour une raison de protection des questions de normes internationales et surtout de protection des brevets.
La perceuse sur colonne n'est jamais utilisée pour percer du béton puisque le perçage nécessite en plus une percussion qui n'existe que sur les perceuse à main avec ou sans fil électrique, mais les forets béton ont eux aussi des spécificités:
en fonction de la queue et du mandrin, queue lisse, SDS+, SDS max...
en fonction de la dureté du matériau béton, brique, verre, pierre dures...
de la nature des plaquettes carbure, carbure de tungstène...
Finalement le fait de faire un simple trou dans n'importe quoi avec un simple foret nous demande une étude complète sur un tas de choses en fonction de conditions différentes et un apprentissage sur la science du perçage, de l'affutage donc bien plus que la seule vitesse de perçage.
Quelques liens pour aller plus loin:
http://coursenbois.free.fr/pages/savoirs_associes/S6PROCESSUS_MATERIELS/3frequence_coupe.pdf
https://www.usinages.com/threads/vitesse-de-rotation-pour-percage.4390/
L’ affutage avec une tormek et son adaptateur
Une perceuse ne fait pas que des trous ronds on peut aussi faire des trous carrés , mais avec un outil spécial qui conserve des arrondis dans les angles.
Avec une fraiseuse on peut faire des trous carrés dans du rond avec des coins carrés.
Comment faire un trou rond sur du rond de façon centré.
Si vous avez lu cet article jusqu'au bout c'est qu'il vous a intéressé, je vous propose d'aller voir aussi d'autres articles que j'ai rédigé sur:
Le nettoyage des outils de coupe
La CNC même pour les nuls
choisir et faire sécher son bois
L’outillage de l’atelier du minimum au plus que complet
Bonne lecture!

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 353 autres membres