La flute de pan: les trous carrés, réglage latéral et obturation
Pour un 27 touches pneumatique, la flûte de pan est la tête de lecture du carton. Elle a pour fonction de transformer une information binaire, par les trous de la flute de pan qui détectent soit l'absence soit la présence du carton, en action pneumatique donc déclencher l'ouverture ou la fermeture de la vanne à membrane.
L'air passe ou est bouché, ce qui va actionner le système de commande de l'air de la flûte par l'intermédiaire d'un conduit qui la relie à la chambre d'un moteur (soupape Erman, pillbox, wurlitzer, VMT).
Pour nous le plus souvent on utilise une vanne à membrane de préférence tangentielle.
La flute de pan est un élément qui demande une grande précision d'usinage, de l'ordre du dixième de millimètre. La précision est facilitée si on possède un outillage particulier comme une fraiseuse et surtout, une table d'avancement croisée, mais on peut bricoler un montage pour faire autrement.
On peut même utiliser une CNC si on en possède une et que l'on sait s'en servir.
Dans les plans initiaux des JTM et même de Jean-Paul Erman la flute de pan était exécutée dans du profilé hexagonal en laiton. Une fourniture peu courante et souvent vendue au mètre alors que l'on en a besoin que de 13 à 15 centimètres.
- L'ancienne méthode de fabrication de la flute de pan qui a été abandonnée
Les flûtes de pan des orgues Erman sont généralement faites avec un perçage par forets donc en trous ronds sur une barre de laiton de section hexagonale.
On perce les trous de lecture de chaque face jusqu'au centre, puis alternativement de part et d'autre en partant de l'extérieur des faces inférieures pour rejoindre le trous de lecture correspondant. Ces trous sont agrandis sur 8 mm de profondeur pour y coller un canon de laiton pour emmancher le tuyau de commande. Cette méthode est abandonnée car le foret a facilement tendance à dévier et même en pointant rigoureusement l'emplacement des perçages le canal de lecture tombe quelques fois à coté du premier perçage vertical ou rejoint un autre canal latéral et la pièce doit être jetée et refaite.
Autre inconvénient, on ne peut faire que des trous ronds avec un foret dans le laiton, même si il existe une méthode pour faire des trous carrés.
Dans nos flutes de pan:
- Les canaux font 3 mm de large et sont carrés.
- L'espacement des axes entre les canaux de la flûte de pan dans un orgue 27 touches Erman pneumatique impose un entraxe rigoureux de 4.2 mm, donc une cloison entre pistes de 1.2 mm.
Pour les fabriquer, on mesure le cumule des cotes et non pas les intervalles un par un, car les cumuls d'erreurs de lectures vont décaler les pistes à l'autre extrémité.
- Forme et dimensions des canaux de la flûte de pan:
Ils peuvent être ronds de diamètre 3mm. les notes longues avec un poinçon rond peuvent être constituées d'une succession de trous ronds avec des petits ponts ou encore de trous oblongs sans petit ponts, ils sont alors considérés comme des trous ronds pour ce qui concerne l'attaque et la fermeture. Mais si il a des petits ponts il faut vérifier la non répétition
Ils peuvent aussi être rectangulaires ou carrés. Il faut garder en mémoire qu'un carré de 2.66*2.66 mm fait la même surface qu'un cercle de 3mm de diamètre, donc les trous carrés de 3x3 mm ont une meilleure section pour les attaques et fermetures.
Quand ils sont carrés, avec une longueur dans le sens du défilement de 3mm, on doit obtenir de jouer en continu lors du passage des petits ponts du carton on vérifie avec un carton de non répétition à trous carrés, pour vérifier la non répétition.
Faire varier cette cote va influencer les répétitions et les non répétitions. Si la cote est trop courte on va répéter sur les petits ponts. Si la cote est trop grande on va à l'inverse ne pas répéter sur les grands ponts et risquer de jouer en continu....
Personnellement avec des VMT ou VMC j'ai d'abord pratiqué les sections rectangulaires avec une longueur de 2.8 mm dans le sens du défilement que j'ai finalement portée à 3mm.
L'augmentation de la longueur (dans le sens du défilement) du canal de flûte de pan allonge le temps d'ouverture donc d'émission d'un son.
Il existe, d'un coté, une longueur de canal minimum pour la Flûte de pan pour permettre l'émission d'un son et pas de coupure sur petit pont, et de l'autre, un maximum, pour conserver une coupure sur « pont normal».
Les noteurs sont donc obligés de faire un compromis sur leurs cartons pour obtenir une répétition sur des orgues de qualité moyenne ou anciens mal entretenus et de ne pas pousser à la limite des possibilités techniques.
D'un autre coté les facteurs d'orgue doivent au minimum obtenir ces répétitions pour un carton type (généralement offert par les noteurs à leurs clients) dont les trous de 3mm de long sont séparés par des ponts normaux de plus de 3mm généralement de 3.8mm.
Les section des canaux de la flûte de pan ont une largeur de l'ordre de 3mm qui est quelques fois légèrement variable entre 2.7 et 3.5 mm, selon les dimensions du poinçon qui a perforé le carton et selon ce que l'on veut privilégier:
- ou la sécurité de tolérance de guidage pour la lecture en jouant sur la largeur des trous ce qui fait aussi varier l'épaisseur des séparations entre trous,
- ou favoriser le débit du passage de l'air du conduit pour améliorer la rapidité de vidange de la chambre en cherchant les cotes maximum
- ou jouer sur la longueur des trous pour garantir les non répétitions.
Conclusion:
pour jouer sur les répétitions il faut jouer sur la vis de réglage de la vanne.
pour jouer sur les non répétitions il faut modifier la profondeur des saignées de la flûte de pan, ce qui doit être conçu avant collage de la flute de pan, par exemple quand elle est en Corian.
Il s'agit d'un compromis entre trois options plus ou moins compatibles qui demandent un ensemble coordonné de cotes sur:
1-les cartons et leur géométrie du poinçon en forme (rond ou carré) et en dimensions (largeur et longueur)
2-la flute de pan adaptée avec des trous et à l'inverse des séparations plus ou moins larges pour compenser les erreurs de guidage
3-des trous plus ou moins longs (dans le sens du défilement) pour couper sur les grands ponts donc répéter (pour corriger ça il faut jouer sur la vis de réglage du capillaire) et ne pas couper sur les petits ponts et donc jouer en continu sur une note longue avec ces petits ponts pour maintenir les écarts de pistes (pour corriger ça il faut jouer sur la flûte de pan et la dimension de profondeur, dans le sens du défilement, des trous carré).
Dans le cas où votre flute de pan à trous trop petits dans le sens du défilement répète sur les petits ponts du carton de non répétition et que vous n'envisagez pas de modifier votre flute de pan en agrandissant les trous à la lime il ne vous reste plus qu'à supprimer les petits ponts au cutter.
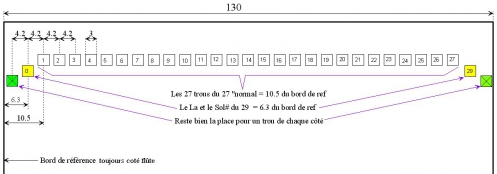
- Marge entre le bord de référence et l'axe du canal désigné numéro 1 d'une flute de pan à 27 touches:
La marge est nécessaire à un bon maintient du carton contre le bord de référence (surtout lors du passage d'une note longue bien plus longue qu'une blanche par exemple).
Le bord de référence est normalement coté flûtes par convention (même quelques fois si vous faites défiler le carton de droite à gauche).
la distance entre le bord de référence et le bord de canal varie avec la largeur du poinçon et change donc avec le noteur. Elle ne doit donc pas être utilisée pour éviter des confusions.
Cependant on convient qu'en pneumatique et 27t c'est 10.5mm pour les noteurs.
Mais c'est 10mm pour le facteur Jean-Paul Erman qui était venu sur l'ancien blog le signaler.
En 29t et 42t c'est 6.3mm car se ne sont pas des standards, puisque le premier canal est le N°0 et le n°1 est distant de 4.2mm et devient le second tout en restant le N°1.
C'est une source de confusion assez systématique.
Si vous faites une flute de pan à 31 touches comme recommandé maintenant le premier trou est selon votre choix le numéro 29 ou 30 et il est exactement placé pour toucher le bord de référence.
La différence entre les conventions des standard des facteurs d'orgue et ceux des noteurs dans un 27 pneumatique vient de la tolérance d'usure du bord de référence voir l’article sur le guidage du carton et l’anti-wouaps.
Ce point est aussi influencé par le fait que les noteurs percent généralement les cartons par empilement de 6 à la fois avec des risques de décalages transversaux si les largeurs des bobines ne sont pas exactement identiques.
Pour rattraper ce genre de défauts, nous construisons nos flûtes de pan avec un réglage fin (de + ou- 2mm) latéralement donc perpendiculairement au sens de défilement du carton.
Une partie de nos cartons présentent des décalages latéraux par rapport au bord de référence ce qui ne nous a jamais gêné puisque l'on fabrique nos flûtes de pan avec cette possibilité de réglage latéral.
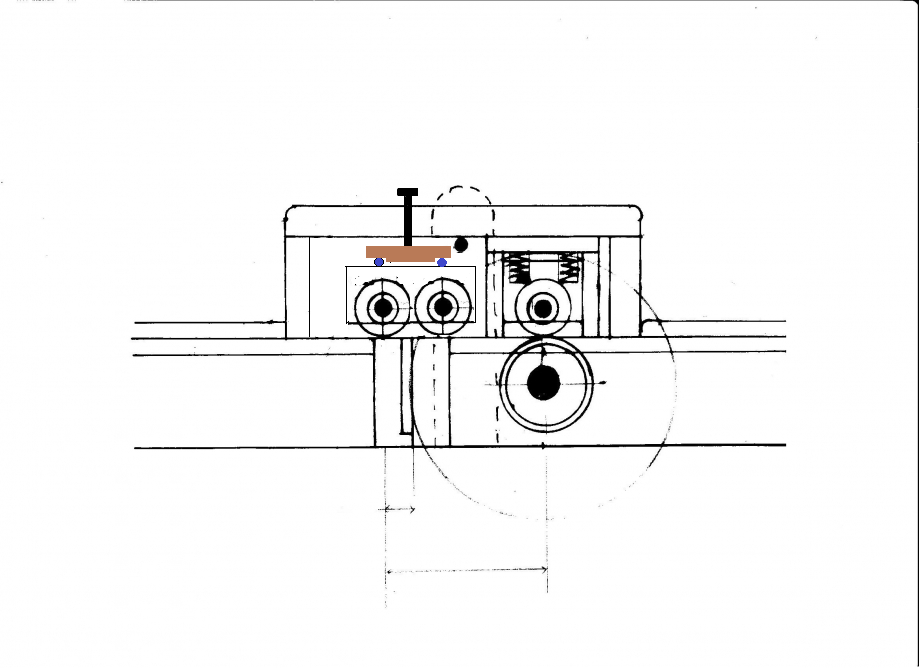
Mais pour atteindre cet objectif la flûte de pan doit être mobile transversalement avec une vis accessible coté tourneur dans le montant.
Selon la méthode avec ou sans contre écrou fixé dans la flute de pan on peut placer un ressort sur l'autre montant (voir la 2° photo ci-dessous).
La vis de réglage:

Avec un ressort à l'arrière on n'a besoin que d'un déplacement de + ou- 2mm maximum.

On peut aussi remplacer le ressort par une autre vis il faut alors les visser ou les dévisser ensemble.
On pourrait penser qui faut faire bouger simultanément le rouleau presseur cannelé avec la flûte de pan mais ce n'est pas indispensable si il est placé en dehors de l'axe des trous de la flute de pan (voir l' article guidage et les wouaps).
De plus nous ne faisons plus de presseur cannelé mais un ou des rouleaux presseurs d'entrainement lisses.
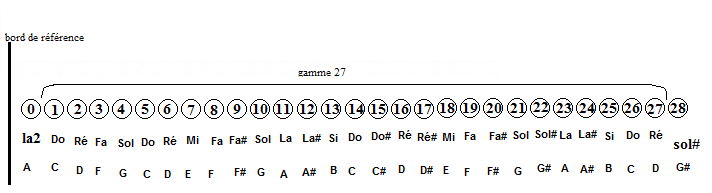
- numérotation des canaux
Si pour un 27t pneumatique on numérote les flûtes de la plus grave (donc la plus longue) à la plus aiguë (donc la plus courte) de 1 à 27 il faut les raccorder à la flûte de pan dans le même ordre en commençant par la N°1 raccordée au premier trou (celui le plus près du bord de référence).
Pour savoir à quelle note correspond chaque flûte:
chargez le tableau du diapason.
ou plus simplement le tableau-flûte/note.
et l'article différences et incompatibilité des cartons
Rappel le bord de référence est habituellement du coté du montant du chemin des cartons le plus près des flûtes pour un carton qui défile de gauche à droite du tourneur avec le carton posé normalement (l'image de départ à l'endroit et le carton dans la panière de gauche).
Le standard enseigné en stage était le 27 Touche Erman étendu à 29 touches, mais on recommande depuis de faire une flute de pan à 31 trous avec 2 canaux (les 29 et 30) pour des projets futurs comme une grosse caisse et une cymbale par exemple.
Les cartons 29T utilisent les marges pour rajouter 2 notes mais elles ne sont pas toujours les mêmes pour les noteurs et surtout chez les constructeurs amateurs en fonction des airs notés.
Conclusion un carton 27 passe sur les orgues 27 et 29, un carton 29 uniquement sur un orgue 29 adapté, mais pas sur tous les orgues 29.
Si on les passe sur un 27 il va fonctionner quand même mais il va manquer 2 notes qui justement justifiaient de faire la notation en 29.
On peut aussi se le représenter comme ci-dessous en numérotant de 1 à 29 dans l'ordre des fréquences des notes comme le tableau de Jean-Claude Augiron avec sa méthode.
Mais cette méthode est source de confusions au vue des décalages des numéros intermédiaires car ils ne sont pas toujours les mêmes que le standard Erman selon les numéros, mais seulement selon l'emplacement.

Pour un 29 trous on préfère numéroter de 0 à 28 le 0 est le plus près du bord de référence mais troué dans la marge (donc le N°1 reste à la même place) et le 28 et dernier à l'opposé.
Nota: les flûtes 0 et 28 ne sont pas toujours les mêmes pour tous. Elles ont le même emplacement mais pas la même fréquence avec généralement la flûte la plus grave des deux notes ajoutées, raccordée à l'emplacement 0 de la flûte de pan et l'autre au 28:
Ce qui permet de conserver les N° de 1 à 27 comme pour les notes du standard 27 et aux mêmes emplacement ce qui réduit les risques de confusion.
Cette méthode simplifie la mémorisation des notes à obtenir quand on envisage de rajouter des notes à un 27 t original. Il faut bien intégrer que ces notes supplémentaires ne sont pas toujours les mêmes d'un constructeur amateur à l'autre et donc que les cartons 29 t de certains ne seront pas toujours compatibles avec les autres orgues 29 t qui n'ont ni les mêmes notes supplémentaires qui elles mêmes ne sont pas aux mêmes emplacements.
Une autre remarque sur l'utilisation des marges des cartons 27 touches pour "élargir" à 29 touches voir 31 mais avec des risques de fragilité et d'erreur de guidage, en faisant des pistes supplémentaires dans ces espaces disponibles. Ça ne coute rien de faire des flûtes de pan à 31 trous qui ne sont branchés qu'en 27 standard et qu'on utilisera que par la suite soit pour des flûtes supplémentaires, soit pour commander des automates, ou des registres de changements de jeux, ou encore pour commander des percussions. Cette représentation est partiellement fausse puisque le numéro 28 a disparu au profit du 29.
En jaune les Numéros 0 et 28 pour des flutes, 0 pour une cinquième basse et 28 pour une flute de montre, donc 29 flutes dont 5 basses et 24 de montre.
En vert les numéros 29 et 30 réservées à la commande de percussions par exemple.
Tout ça pour conserver la numérotation originale pour les 27 touches initiales.
De plus les trous de lecture des orgues Erman sont ronds et nous avons un nette préférence pour les trous carrés
Ma première flute de pan à 31 canaux faite avec ma CNC, elle est fraisée à 3mm de profondeur, percée depuis l'intérieure vers l'extérieur avec un foret de 3 mm puis agrandie coté extérieur à 6 mm pour les canons, collée à la colle cyano Berner, puis les canons en laiton sont coupés à 20 mm ébavurés et enfin collés à l'epoxy ou la cyano Berner:

- Pourquoi des trous carrés plutôt que des trous ronds?
Pour la différence entre trous ronds ou carrés, voici un topo qui vient de Pierre pénard ou Jipé pour justifier notre position:
Le but: Comprendre comment évolue la surface découverte du canal d'une flûte de pan en fonction de la géométrie de ce canal d'une part, et de la géométrie de la perforation du carton d'autre part.
On part du principe que ces géométries peuvent être carrées ou circulaires. L'extrapolation à une zone rectangulaire se déduisant du carré.
Trois cas peuvent donc se présenter: circulaire sur circulaire, carré sur carré, ou carré sur circulaire.
Les calculs se basent sur une dimension de 3 mm. Le carré fera donc 3 mm de côté, et la perforation circulaire, 3 mm de diamètre.
Résultats:
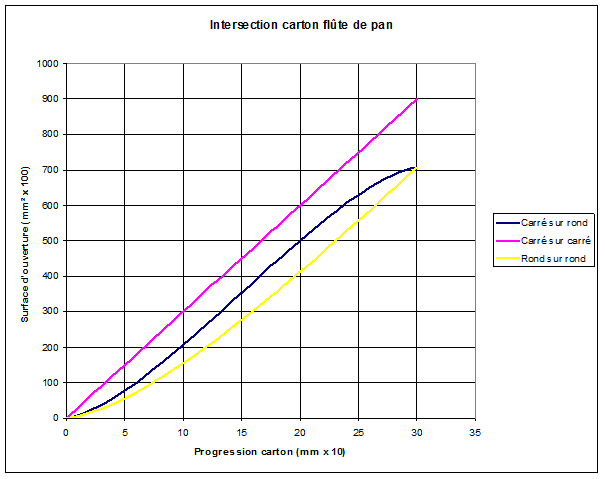
Comme on peut le constater si le carton a des trous carré pour exploiter au mieux le temps (plus rapide) de réaction des VMT ou VMC un bon complément sera une flûte de pan à trous carrés.
par exemple à 1mm de recouvrement la surface de passage de l'air du trou carré/carré est en violet, de 300 mm² soit deux fois plus importante que rond/rond en jaune et 150 mm².
Les déclenchements d'ouvertures sont plus francs ainsi que ceux de fermetures.
Même s'il existe des mortaiseuses à mèches carrées elles ne sont pas approvisionnées dans les dimensions que nous pratiquons, donc pour obtenir un tel résultat il faut usiner autrement qu'avec un foret.
Il existe aussi des machines qui font des trous carrés mais pas dans les petites dimensions dont nous avons besoin et ces machines ne font pas partie de l'outillage courants d'un bricoleur:
Pour fabriquer une flûte de pan à trous carrés il existe plusieurs méthodes selon votre outillage:
1er Méthode grossière
Le principe est simple on fabrique un "peigne" avec une scie ou une fraise de 3 mm dans un matériaux comme une feuille de pléxy de 3 mm d'épaisseur sur une longueur de 15 à 25mm.
un peigne fait à l'arrache avec une scie sur table, donc sans fraiseuse ni table d'avancement, mais avec le soin le plus précis possible:
entre-axe de 4.2mm bien sûr mais dont la précision n'est pas absolue on va voir plus loin pourquoi.
on prépare deux moitiés de flûte (en bois dur type chêne de 2cm de large mini et 35 à 45mm de hauteur) pour les support des canons en laiton . On trace les trous en appliquant le peigne coté intérieur de chaque demi flûte (un trous sur deux de chaque coté).
on perce l'arrivée du tuyau de commande avec un foret de 3mm de l'intérieur vers l'extérieur des demies flûtes de pan (de cette façon il n'y a pas de déviations indésirables). On agrandit à l'extérieur le trou de 3 à 6mm sur 1cm pour les canons.
Les canons sont ébavurés et chanfreinés pour faciliter l'emboitement des tuyaux de commande.
Ils sont également étagés alternativement quand la distance entre eux est insuffisante pour glisser deux épaisseurs de tuyaux cote à cote.
on recouvre l'intérieur des demi flûtes de cuir pour boursette collée avec le coté pelucheux coté peigne et le coté lisse coté FdP et on repasse un coup de foret pour déboucher les canaux obstrués par le cuir.
il ne reste plus qu'à assembler le tout avec un boulon à chaque extrémité et deux ou trois dans le travers sous les saignées du peigne. L'immense avantage c'est que l'on peut déplacer légèrement chaque dent du peigne pour l'aligner sur le carton d'essais pour obtenir exactement les intervalles avant de serrer à fond.
Le cuir assure l'étanchéité de l'ensemble par serrage.
Pour le réglage des non répétitions on peut partir d'une épaisseur légèrement supérieure à 3 mm pour le peigne et le poncer sur un coté jusqu'à obtention de répétitions sans coupures sur les petits ponts du carton. Il faudra monter et démonter et remonter la flute de pan pour chaque essai.
L'avantage avec le plexiglas c'est qu'en éclairant par en dessous on voit si l'alignement du rouleau cannelé est correct en regardant de l'extérieur de la boîte (fermée) des presseurs.
On peut choisir de placer les sorties de canons de chaque coté (pairs et impairs avec deux longueurs sur un seul niveau comme la photo ci-dessus ), ou encore toutes les longueurs identiques sur trois niveaux mais d'un seul coté, comme la photo ci-dessous quand la distance entre eux est insuffisante pour glisser deux épaisseurs de tuyaux cote à cote.

2ème Méthode avec une table d'avancement et un tour fraiseur commandé manuellement:
Dans de la résine en acrylique ici du corian utilisé pour les plans de travail des cuisines et des hôpitaux. On peut en récupérer (gratuitement) dans les chutes des évidements pour éviers auprès des professionnels de la pose.
Il faut impérativement travailler avec une fraiseuse équipée d'une table d'avancement croisée et de préférence avec lecture à affichage digital (par exemple en utilisant un pied à coulisse digital et des aimants) dont le confort de lecture évite les erreurs. Une fois les réglages et serrages de la fraiseuse terminés, la flûte de pan ne demande qu'une demi-heure de travail! On peut donc en profiter pour en faire plusieurs et approvisionner les BOB mal équipés.
On fait des rainures dans une moitié de flûte de pan en résine.
Les rainures font 3mm de large et sont espacées de 4.2mm en utilisant une fraise de 3mm, les cloisons entre les trous font donc 1.2mm.
En réglant la profondeur qui correspond à la largeur de lecture de la flûte de pan (par exemple entre 2.7 mm et 3 mm), On obtient des trous rectangulaires de 3*2.7 mm à 3*3 mm, qui font de 11% à 25% de surface de plus qu'un trou rond. La mise en place d'un martyre au contact de la sortie évite les éclats.
Cette profondeur doit satisfaire deux objectifs opposés sur les réactions de vanne à membrane:
faire couper sur les ponts normaux et ne pas couper sur les petits ponts voir l’article sur les non répétions.

on perce l'arrivée du tuyau de commande avec un foret de 3mm ou 3.4 mm de l'intérieur vers l'extérieur, donc de la face rainurée jusqu'à la partie non rainurée (de cette façon il n'y a pas de déviations indésirables). On agrandit sur la face lisse les trous de 3 à 6mm sur quelques mm pour la mise en place des canons.
On assemble avec une autre moitié sur laquelle on étale un film de colle. On assemble et c'est prêt.
ce qui donne:

Une flûte de pan (avant collage) à 29 trous carrés et des canons alternés gauche/droite:

Elle est en corian de récupération faite selon les recommandations du présent article il manque encore les canons de raccord des tubes souples et le collage à la colle acrylique.
L'astuce pour ne pas se tromper dans la succession des côtes à chaque ligne de fraisage, c'est utilisation de mon pied à coulisse digital (moins de 10€ chez lidl) qui permet d'avoir une lecture directe de la position du chariot sur le tour. Une lecture directe à très bon compte avec un montage de fortune en récupérant un aimant d'un vieux disque dur réformé pour entrainer son extrémité. Une nette amélioration du confort d'utilisation qui évite les rebuts et d'avoir à recommencer après une erreur (généralement sur le dernier passage de la fraise):
Calage du zéro

première lecture à 4.2mm on travaille au centième si le reste du tour n'a pas trop de jeu! Reste plus qu'à suivre un tableau des côtes cumulées sans le risque habituel d'erreur avec la lecture sur le vernier.
0 0,0
1 4,2
2 8,4
3 12,6
4 16,8
5 21,0
6 25,2
7 29,4
8 33,6
9 37,8
10 42,0
11 46,2
12 50,4
13 54,6
14 58,8
15 63,0
16 67,2
17 71,4
18 75,6
19 79,8
20 84,0
21 88,2
22 92,4
23 96,6
24 100,8
25 105,0
26 109,2
27 113,4
28 117,6
Il faut remarquer l'aimant de récupération dans un ancien disque dur entre le chariot et le pied à coulisse.
Il faut à chaque arrêt sur une cote serrer les boulons du chariot pour éviter que les vibrations fassent glisser latéralement la tête de la fraiseuse. Puis après le retour en arrière les desserrer pour avancer à la cote suivante, et réitérer le cycle jusqu'à la dernière piste.
Un exemple de FdP pour lecture 42 touches compatible 27/29 en double étage:

et une autre loupée (la dernière rangée est décalée) comme quoi il faut être attentif jusqu'à la fin:

Les canons sont tous du même coté pour permettre au rouleau entraineur d'être très près de l'autre ce qui permet une boîte de presseur réduite cumulant un effet anti-wouaps.
Mais il est possible de répartir les départs des canons sur chaque cotés en augmentant la hauteur de la FdP:
 Dans cette configuration la flûte est collée et il n'est pas nécessaire d'intercaler un joint cuir. La profondeur des passages de fraise permet de régler les coupures sur petits ponts. voir l'article sur le carton de non-répétition.
Dans cette configuration la flûte est collée et il n'est pas nécessaire d'intercaler un joint cuir. La profondeur des passages de fraise permet de régler les coupures sur petits ponts. voir l'article sur le carton de non-répétition.
Les décalages étagés des canons (sur trois rangs) permettent aux tuyaux de commande d'être emboités sans aucune gêne, toutes les sortie de tuyaux de commande sont d'un même coté, celui opposé au rouleau entraineur qui peut alors être très près de la flute de pan.

il faut aussi le moins de pertes de charge possible entre la mise à l'air libre entre la vanne et le trou du carton c'est à dire sur le tuyau de commande dont le diamètre est fixé à 4.5mm (donc une section de 16mm²) et donc il ne reste à jouer que sur le parcours qui doit éviter les coudes trop serrés.
Les canaux de la flûte de pan doivent donc être reliés aux canons d'emboitement des tuyaux de commande avec une section supérieure à la sortie soit 9mm² soit un trou circulaire de diamètre 3.38. j'utilise un foret de 3.5 mm de diamètre.
Les canons sont ébavurés et chanfreinés pour faciliter l'emboitement des tuyaux de commande.
Ils sont également étagés alternativement quand la distance entre eux est insuffisante pour glisser deux épaisseurs de tuyaux cote à cote.
Ils sont collés à la colle époxy, attention à ne pas boucher un canal avec une coulure de colle époxy. Une fois la colle sèche on vérifie le libre passage en soufflant avec un bout de tuyau PVC. Pour nettoyer passer un foret de 3mm de diamètre coté canon et une queue de taraud de 3 mm en carré coté trou carré de lecture.
TEST d'étanchéité de la flute de pan après collage:
On vérifie également l'absence de communications entre les canaux par des cloisons mal collées en bouchant chaque trou et en soufflant dans un tuyau de PVC de 4.5mm de diamètre intérieur dans chaque canon. Si on sent une fuite même légère qui passe par le trou contigu ce qui arrive quand la colle acrylique n'était pas régulièrement étalée, la seule solution de réparation que j'ai pratiquée consiste à d'abord boucher tous les trous carrés avec du scotch puis faire couler de la colle vinylique ou du vernis par le canon puis en soufflant toujours par le tuyau.
De cette manière, j'injecte la colle dans les angles du canal concerné. On vide ensuite l'excédent de l'ensemble des canaux en décollant le scotch et en soufflant normalement dans chaque canal par le canon, ce qui injecte la colle-vernis dans les vides. Il faut essuyer la colle immédiatement avec un chiffon sur l'extérieure de la flute de pan.
Une fois la colle sèche on vérifie une nouvelle fois le blocage du passage en soufflant avec un bout de tuyau PVC par le canon en bloquant le trou carré avec le doigt.
Attention une fois chanfreinés les canons sont de véritables emporte-pièce ne pas appuyer avec le doigt il y a un risque de se découper une rondelle de peau.
Un exemple mal exécuté! les canons ne sont pas ébavurés ni chanfreinés en plus ils sont trop près les uns des autres et il faut les étager avec la rangée centrale plus haute. On peut également remarquer des canons déformés par la coupe à la scie. On les redresse en enfonçant un embout métallique légèrement conique du diamètre intérieur.


La même flûte de pan après rattrapage:
Les canons sont maintenant chanfreinés et étagés.
La rangée centrale a été remplacée par des canons plus longs.


La matière de cette FdP est une résine acrylique que l'on colle avec la colle acrylique (ou une colle type époxy ou éventuellement cyano) en l'étalant uniformément sur la face lisse.
L'extrait de l'article sur la colle acrylique:
C'est typiquement la colle pour la flûte de pan à trous carrés en résine acrylique. Elle est soumises aux même conditions et recommandations que la colle époxydique mais encore plus chère mais utilisée aussi en moindre quantité.
Donc en seringue à double pistons comme la colle époxydique avec une résine et un durcisseur de couleur rose et verte au départ.
mélanger très énergiquement sinon la prise n'est pas uniforme. La quantité préparée doit être utilisée dans le délai indiqué car le surplus est perdu. Il vaut mieux préparer une quantité un peu plus importante en une seule fois dont on va perdre la partie non utilisée dans le délai de prise plutôt que se retrouver avec une quantité insuffisante au moment de coller.
Pour éviter à coup sûr d'avoir des coulures dans les canaux une première solution; des cordons dans les canaux que l'on doit retirer avant la prise de la colle mais après l'assemblage.

Maintenant (Depuis la mise en œuvre du pantographe) on colle les canons après le collage des deux parties de corian et on vérifie que les passages de 3,5 mm de diamètre ne sont pas obstrués avec la colle sur le coté plat et le durcisseur vaporisé sur le coté fraisé la prise est immédiate et il n'y a pas de coulures. Les flutes de pan fournies par 3MT lors des stages sont collées à la colle Berner.
Cette colle est elle aussi approvisionnée dans les commandes groupées.
Si vous êtes comme moi équipés d'une CNC suffisamment rigide et puissante vous pouvez usiner une flute de pan en corian avec.
Si vous utilisez le fichier téléchargeable sur Easel après vous y être enregistré.
Il s'agit d'un logiciel assez intuitif pour produire et télécharger des fichiers pour votre CNC.
Le lien pour y récupérer mon fichier pour une flute à 31 trous, dont 4 trous supplémentaires seront dans le vide si vous ne faites qu'un 27 ordinaire.
Une autre possibilité si comme moi pour aller encore plus vite consiste à construire un pantographe.
Mais il faut aussi avant fabriquer un gabarit à l’échelle 2.
Pour les visiteurs du site qui voudraient s'en procurer une, fraisée, percée, collée c'est envisageable.
Le mieux est venir me rencontrer pour éviter l'envoi postal et les frais afférents.
Mais il faut faire une demande avec une proposition raisonnable car je ne sais pas quelle prix demander pour cet élément dont je récupère la matière gratuitement mais pour lequel j'utilise une quantité non négligeable de colle du type Berner, un peu de temps et d'outillage et il n'est pas question ici de faire du commerce mais de rendre service.
Par contre l'association 3MT est toujours à la recherche de finances pour faire face aux frais de fonctionnement comme par exemple, les frais d'assurance et d'abonnement à blog4ever pour l'hébergement du site, et aussi l'organisation du rassemblement annuel de 3MT.

Les canons en laiton ne sont pas compris, d'ailleurs il en faut aussi sur chaque vanne de flute!
3ème Méthode
Une dernière méthode a été évoquée en perçant avec un foret rond, puis en passant un emporte pièce carré taillé dans une queue carrée de taraud pour agrandir dans les angles avec une presse. Mais cette technique demande un outillage peu courant et un usinage difficile de l'outil tranchant dans de l'acier très dur.
Une dernière remarque pour un orgue multistandard 42/29T il faut une Flûte de pan à double entrées dans ce genre:
Un exemple sur le premier orgue multistandard pneumatique 27/29 et 42 et 42 mécanique plus midi

La flûte de pan à double entrée avec le registre permet de passer les cartons 27/29 sur le même chemin des cartons mais l'ordre des flûtes n'est plus naturel de 1 à 42 comme dans le 42!
Les 29 flûtes qui sont raccordées lors du passage en 27/29 sont dans l'ordre des N°42 en partant du bord de référence axe de la première perforation a 6.3 mm du bord de référence, entre axe entre perforations : 4,2 mm!
10, 1, 3, 6, 8, 13, 15, 17, 18, 19, 20, 22, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 34, 35, 36, 37, 39, 21, les autres ne sont pas utilisées.
Et un autre sur l'orgue de Bernard multistandard 27/29 et 42 plus midi:

- réglages en hauteur de l'ensemble Flûte de pan entraineur et les presseurs
Par contre il faut aussi penser à faire plaquer le carton sur la flûte de pan puisqu'on travaille en pression ce qui a naturellement tendance à le soulever. Pour ça, voir l’article sur l’ anti-wouaps.
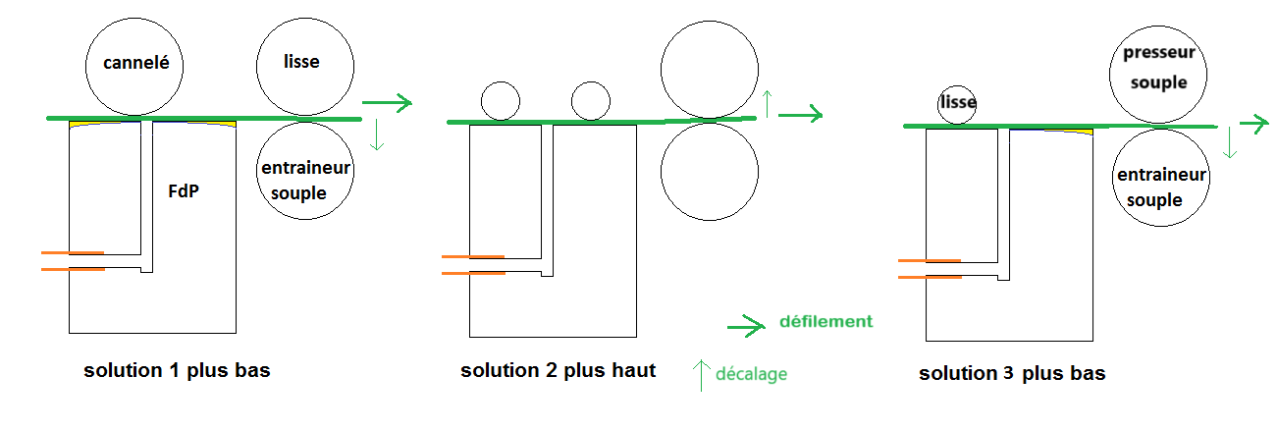
On a trois possibilités :
- d'un coté un rouleau cannelé de diamètre environ 30mm
- de l'autre deux petits rouleaux de 10 à16mm de diamètre de part et d'autre de l'axe des trous.
- un seul petit rouleau et un presseur
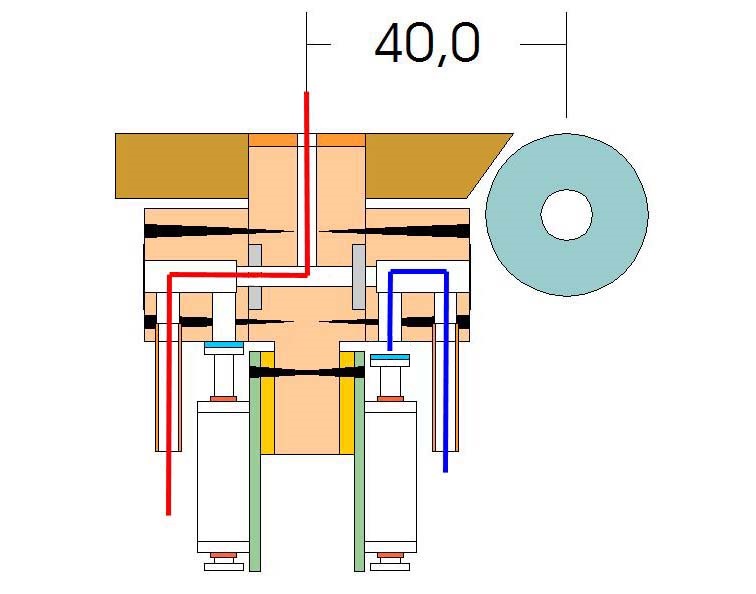
Comment rendre une flute de pan réglable en largeur et en hauteur? Avec des vis de calage et des ressorts:
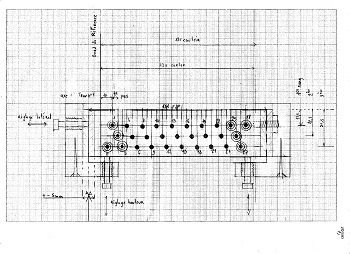
la même image en haute résolution à télécharger: réglage de FdP 29T
Position de la flute de pan dans le couloir des cartons pour éviter les Wouaps:
Le rouleau entraineur est fixé dans le chemin des cartons parfaitement horizontalement et légèrement plus profond que le bord supérieur du bord de référence .
La différence de hauteur entre le dessus du rouleau et la flute de pan est déterminée selon la technique de placage choisie:
- avec un rouleau cannelé placé en avant des trous il faut au contraire positionner le rouleau entraineur un peu plus bas pour obtenir le placage du carton sur la FdP, mais trop bas il va à l'inverse le soulever.
Cette méthode implique aussi d'avoir des paliers avec ressorts réglables par le dessus de la boite de presseurs
- avec les deux petits rouleaux l'entraineur avec son revêtement antidérapant en étant (légèrement) plus haut, a tendance à plaquer le carton sur la FdP par effet de levier et ce n'est pas intuitif!
- avec un seul petit ou normal rouleau l'entraineur doit être légèrement plus bas (ou réciproquement la flute de pan plus haute), et une flûte de pan bombée seulement coté entraineur.
c'est la solution recommandée actuellement!
Donc pas de rouleau cannelé un seul et simple rouleau lisse avant les trous de la flûte de pan et un entrainement placé bas avec une flûte de pan bombée coté entraineur pour assurer l'étanchéité des trous en réglant la hauteur de la flûte de pan par rapport à l'entraineur.
allez voir également l'article sur la boite de presseurs, pour le presseur de la flute de pan selon la méthode actuelle.
Enfin on n'arrête pas le progrès JCA (Jean-Claude Augiron) nous propose une flûte de pan spéciale pour un orgue midifié qui permet une obturation sans mettre en place un carton pour basculer du carton au midi sans peine.
Les fichiers en .stl pour la flûte de pan et le rouleau cannelé pour les imprimer en 3D.
Une CNC à petit prix pour fabriquer des flutes de pan en série dans du corian et faire des sculptures en ronde bosse pour la décoration.

Inscrivez-vous au blog
Soyez prévenu par email des prochaines mises à jour
Rejoignez les 353 autres membres